
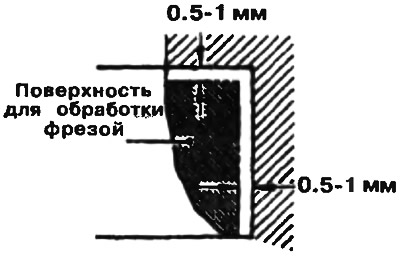
Мал. 4.20. Для полегшення зняття сідла спочатку обробіть його фрезою
2. Розсвердліть отвір під сідло клапана в головці блоку циліндрів до наступного ремонтного розміру (рис. 4.21).

Мал. 4.21. Розсвердліть отвір під сідло клапана в головці блоці циліндрів до наступного ремонтного розміру
Ремонтний діаметр для сідла впускного клапана:
- 0.3 мм:
- SOHC-31.80-31.83 мм
- DOHC - 34.30-34.33 мм
- 0.6 мм:
- SOHC-32.10-32.13 мм
- DOHC - 34.60-34.63 мм
Ремонтний діаметр для сідла випускного клапана:
- 0.3 мм:
- SOHC - 29.30-29.32 мм
- DOHC - 30.80-30 83 мм
- 0.6 мм:
- SOHC - 29.60-29.62 мм
- DOHC-31.10-31.13 мм
3. Перед встановленням сідла клапана розігрійте головку блоку циліндрів до 250°або охолодіть сідло клапана в рідкому азоті, щоб уникнути деформації отвору в головці блоку циліндрів.
4. Сідло клапана обробіть до необхідних розмірів, а саме потрібних кутів та ширини.
5. Перш ніж розпочати перешліфування сідла клапана, перевірте зазор між напрямною втулкою клапана та клапаном. Якщо необхідно, замініть напрямну втулку або клапан.
6. Використовуйте спеціальний інструмент або фрезу для обробки сідла клапана, щоб величини кутів та ширина сідла клапана відповідали заданим розмірам. Кути сідла клапана представлені на рис. 4.22.
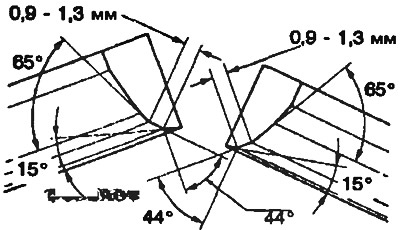
Мал. 4.22. Кути сідла клапана
7. Після обробки сідла клапана змастіть клапан та сідло клапана пастою для шліфування. Потім перевірте висоту виступу стрижня клапана.