Перевірка
1. Встановіть клапан. Притисніть стрижень клапана до сідла та виміряйте відстань від кінця стрижня до робочої поверхні сідла пружини клапана (рис. 3.49). Якщо величина більша за допустиму, замініть сідло клапана.
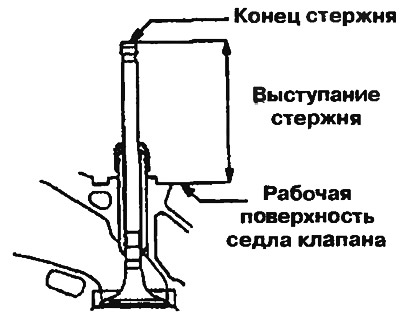
Мал. 3.49. Перевірка сідла клапана
| Параметри | Номінальне значення, мм | Граничне значення, мм | |
| SOHC 12V | Впускний клапан | 43.70 | 44.20 |
| Випускний клапан | 43.30 | 43.80 | |
| SOHC 16V | Впускний клапан | 53.21 | 53.71 |
| Випускний клапан | 54.10 | 54.60 | |
| DOHC | Впускний клапан | 48.80 | 49.30 |
| Випускний клапан | 48.70 | 49.20 | |
Обробка
2. Перед обробкою сідла клапана, перевірте зазор між напрямною втулкою стрижня клапана та клапаном. За потреби замініть напрямну стрижня клапана.
3. За допомогою відповідного інструменту або фрези обробіть сідло клапана до отримання необхідної ширини та кута сідла клапана (рис. 3.50).
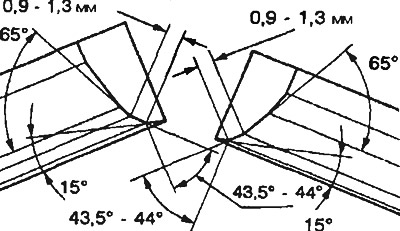
Мал. 3.50. Кути сідла клапана
4. Після обробки притріть спеціальною пастою притирання клапан і сідло клапана. Потім перевірте виступ стрижня клапана.
Заміні
5. Якщо сідло клапана знімається, попередньо обробіть внутрішній бік сідла фрезою, щоб полегшити його зняття. Після цього сідло клапана можна замінити на нове (рис. 3.51).
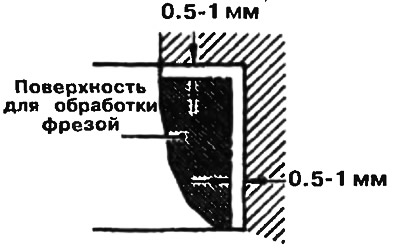
Мал. 3.51. Для полегшення зняття сідла спочатку обробіть його фрезою
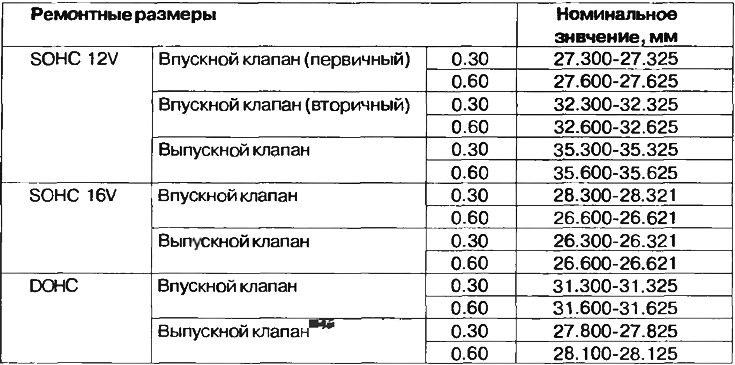
6. Просвердліть отвір ремонтного розміру для сідла клапана в головці блоку циліндрів на зовнішньому діаметрі сідла клапана. Значення ремонтних розмірів сідел клапанів наведено у таблиці 3.6.
7. Перш ніж встановлювати сідло клапана, або нагрійте головку блоку циліндрів до 250°C, або охолодіть сідло клапана охолоджуючим спреєм, щоб уникнути деформації отвору в головці блоку циліндрів.
8. Використовуючи фрезу для обробки сідла клапана, доведіть ширину робочої поверхні контакту та кут фаски сідла клапана до необхідної величини.
Таблиця 3.6. Значення ремонтних розмірів сідел клапанів