
Všeobecné informácie
Pri repasovaní bloku valcov sa zvyčajne vymieňajú piesty s piestnymi krúžkami, hlavné a ojničné ložiská kľukového hriadeľa, komponenty rozvodového pohonu a olejové čerpadlo. Pri motoroch OHV treba vymeniť aj vačkový hriadeľ a zdviháky ventilov.
V prípade potreby sa valce otočia / vymenia vložky. Zrkadlá valcov musia byť bez problémov vybrúsené.
Kľukový hriadeľ je zvyčajne tiež vystavený otáčaniu, po ktorom nasleduje výber opravných ložísk.
Odstránenie stupňovitého opotrebovania v hornej časti valcov
1. Vzhľadom na to, že piesty počas svojho pracovného cyklu nedosahujú horný rez valca, na konci ich zdvihu sa na zrkadle valca vytvorí schodík, ktorého prítomnosť bráni vybratiu ojnice a piestové zostavy a môže spôsobiť poškodenie nových piestov, keď sú nainštalované v motore.
2. Existuje niekoľko typov záhlbníkov používaných na odstránenie stupňovitého opotrebovania valcov, všetky sú relatívne lacné nástroje.
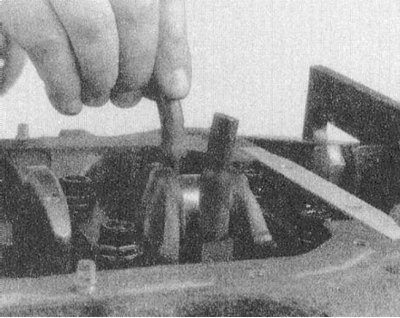
3. Otočte kľukový hriadeľ tak, aby piest príslušného valca klesol do najnižšej polohy.
4. Zakryte spodok piestu ochrannou vrstvou handry
5. Pripravte si záhlbník a podľa pokynov výrobcu nástroja opracujte hornú časť valca, aby ste odstránili striedavé opotrebovanie.
Poznámka. Snažte sa to nepreháňať a nepoškodiť zrkadlo valca v jeho pracovnej časti!
6. Odstráňte vrták, handry a piliny vytvorené v dôsledku spracovania.
7. Podobným spôsobom odstráňte stupňovité opotrebovanie zo zrkadiel všetkých valcov.
Demontáž a čistenie
1. Namontujte motor na montážny stojan alebo pevný pracovný stôl. Alternatívne položte jednotku na podlahu garáže na niekoľko drevených blokov (spojovacia plocha prevodovky nadol). Poloha motora by mala poskytovať voľný prístup k upevňovacím prvkom uzáverov spodných hláv ojníc a možnosť otáčania kľukového hriadeľa. Z motora musia byť odstránené všetky kryty stanovené konštrukciou jednotky.
2. Demontujte komponenty rozvodu a hlavu valcov z motora. Odstráňte olejovú vaňu a zostavu nasávania oleja. V prípade potreby demontujte pohon olejového čerpadla, vyvažovacie a pomocné hriadele.
3. Odstráňte striedavé opotrebovanie z hornej časti valcov (viď vyššie).
4. Otočte motor tak, aby sa otvoril priamy prístup ku kľukovému hriadeľu. Pomocou ryhy alebo razidla označte spojovacie tyče podľa ich príslušnosti k ich valcom. Rovnakým spôsobom označte uzávery hlavných ložísk.
5. Znova otočte motor, tentoraz s prvým valcom hore. Otočte kľukový hriadeľ tak, aby bol piest prvého valca v spodnej časti jeho zdvihu. Uvoľnite upevňovacie prvky a odstráňte kryt spodnej hlavy ojnice prvého valca (uistite sa, že panva ojničného ložiska zostáva vo viečku).
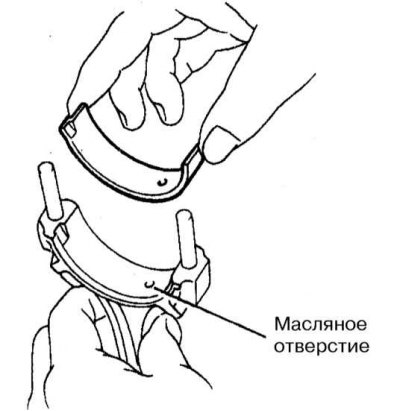
6. Natiahnite kusy palivovej hadice na montážne kolíky, čím zabezpečíte ochranu hrdla hriadeľa a zrkadla valcov pred poškodením pri demontáži zostavy ojnice.
7. Pomocou drevenej násady kladiva zatlačte ojnicu nahor asi o 25 mm a vyberte hornú ložiskovú panvu z lôžka v jej spodnej hlave.
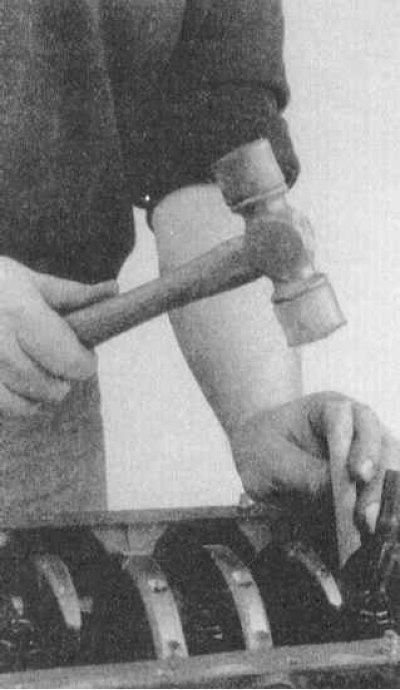
8. Pokračujte v opatrnom poklepávaní zostavy nahor, kým sa piestne krúžky neuvoľnia z valca.
Pozor! V prípade odporu okamžite prestaňte klepať na zostavu a uistite sa, že stopy po stupňovitom opotrebovaní v hornej časti zrkadla valca sú úplne odstránené!
9. Nakoniec ručne odstráňte zostavu ojnice a piestu z bloku. Vložte ložiskové škrupiny do lôžka, znova nainštalujte uzáver spodnej hlavy ojnice a mierne utiahnite upevňovacie prvky.
10. Podobným spôsobom odstráňte zostávajúce zostavy ojnice a piestu z bloku.
Poznámka. Pri servise V-motorov sa najskôr demontujú zostavy z jedného Séria valcov, potom sa motor preklopí do druhého Séria a zvyšné zostavy sa odstránia.
12. V tomto bode by jediným komponentom zostávajúcim v bloku mal byť kľukový hriadeľ. Rovnomerne uvoľnite upevňovacie prvky a odstráňte uzávery hlavného ložiska v niekoľkých krokoch (vrátane vložiek).
13. Opatrne vyberte kľukový hriadeľ z lôžok v bloku.
14. Dôkladne očistite všetky odstránené komponenty. Ak sa nechystáte motor ihneď zmontovať, vložte blok do čistého plastového vrecka.
Kontrola stavu komponentov
1. Pri kontrole stavu komponentov bloku motora budú potrebné niektoré špeciálne nástroje. Tieto nástroje zahŕňajú:
- Dva alebo tri mikrometre na meranie priemerov piestov a čapov kľukového hriadeľa;
- Typ piestu číselníka;
- Stroj na vyhodnocovanie stupňa deformácie ojníc.
2. Ak nie sú k dispozícii potrebné nástroje, kontrola stavu komponentov by mala byť zverená špecialistom autoservisu.
3. Starostlivo skontrolujte blok, či nemá praskliny a iné mechanické poškodenia. Metódy zisťovania skrytých defektov sú popísané v časti Renovačná oprava hlavy valcov, venovaný kontrole stavu hlavy valcov. Najsprávnejšie by bolo zveriť kontrolu stavu odliatku bloku špecialistom autoservisu.
Blok motora
Kontrola vyrovnania ložísk hlavných ložísk
1. Skontrolujte lôžka hlavných ložísk v bloku a kryty, či nevykazujú známky prehriatia, odierania, otrepov a iného mechanického poškodenia. V prípade potreby vložte blok do drážky alebo ho vymeňte. Ľahké defekty je možné odstrániť pilníkom s jemnými zubami.
2. Skontrolujte vyrovnanie ložísk ložísk v bloku pomocou prístroja na meranie rovinnosti, ktorý umiestnite pozdĺž osi tesnenia kľukového hriadeľa - ak sa zistia vôľa alebo medzery, blok by sa mal tiež opracovať. Viečka hlavných ložísk musia byť tiež podrobené zodpovedajúcemu vŕtaniu podľa veľkosti opravy. Po otočení musí byť motor vybavený novými vložkami vhodnej veľkosti na opravu.
Kontrola rovinnosti spojovacej plochy bloku
1. Povrch bloku lícujúceho s hlavou valcov, nazývaný aj paluba, musí byť dôkladne vyčistený s úplným odstránením všetkých stôp starého tesniaceho materiálu, uhlia a usadenín dechtu z neho. Kontrola sa vykonáva pomocou merača rovinnosti a lopatkovej sondy. Najprv sa odhadne stupeň nerovinnosti pozdĺž DP bloku, potom pozdĺž oboch jeho uhlopriečok.
2. Ak miera rovinnosti presahuje 0,076 mm na dĺžke 15,2 mm (alebo 0,152 mm po celej dĺžke spojovacej plochy), blok valcov podlieha otáčaniu.
Valcov
1. Zvyčajne je pracovná vôľa piestov vo valcoch 0,0381÷0,0635 mm.
2. Posúďte vonkajší stav zrkadiel valcov a zmerajte ich. Merania sa vykonávajú pomocou teleskopického posuvného meradla a mikrometra v troch rezoch a dvoch na seba kolmých rovinách. Analýza výsledkov meraní určí rozsah najbližších reštaurátorských prác. Oválnosť a kužeľovitosť valcov nesmie prekročiť prípustné rozsahy. Vykonané merania umožnia v budúcnosti určiť veľkosť vôlí piestov vo valcoch.
3. Horná časť valcov je zvyčajne opotrebovaná o niečo viac ako spodná časť, čo vedie k vytvoreniu zúženia. Ak hodnota kužeľa presiahne 0,305 mm, musí sa valec otočiť.
4. Okrem toho sa zvyčajne steny valcov zvyčajne silnejšie opotrebúvajú na prítlačných plochách piestov, t.j. v rovine kolmej na os kľukového hriadeľa. Tento druh opotrebovania vedie k tvorbe ovalít valcov, ktoré by tiež nemali prekračovať povolené limity (pozri špecifikácie).
Kľukový hriadeľ
1. Kľukový hriadeľ umyte rozpúšťadlom a potom, ak je to možné, dôkladne osušte stlačeným vzduchom. Nezabudnite vyčistiť olejové otvory tvrdou kefou. Potom ich umyte rozpúšťadlom.
Pozor! Pri použití stlačeného vzduchu noste ochranné okuliare!
2. Skontrolujte čapy kľukového hriadeľa a čapy ojnice, či na nich nie sú ryhy, dutiny, praskliny a známky nerovnomerného opotrebovania. Skontrolujte celý povrch hriadeľa, či nie je prasknutý alebo inak poškodený. Ak chcete odhaliť skryté trhliny, mali by ste sa uchýliť k detekcii chýb magnetických častíc - odovzdajte hriadeľ do autoservisu.
3. Okraj medenej mince potiahnite pozdĺž hrdla - ak sú na povrchu stopy medi, preto jej drsnosť presahuje prípustnú hodnotu a je potrebné dať driek do drážky.
4. Pomocou brúsneho kameňa, pilníka alebo škrabky odstráňte otrepy z okrajov olejových otvorov.
5. Skontrolujte, či zostávajúce povrchy hriadeľa nie sú prasknuté alebo inak mechanicky poškodené. Skryté trhliny sa zistia pri špeciálnej kontrole na čerpacej stanici.
6. Mikrometrom zmerajte priemery hlavných a ojničných čapov hriadeľa. Zmerajte priemer každého hrdla v niekoľkých bodoch pozdĺž dĺžky a obvodu, čo vám umožní vyhodnotiť hodnotu jeho kužeľa a oválnosti, ktorá by nemala presahovať povolené rozsahy (pozri špecifikácie). Malo by sa posúdiť aj množstvo hádzania kľukového hriadeľa - bude potrebný pár V-blokov a DTI meter. Ak nemáte potrebné vybavenie, požiadajte o pomoc špecialistu autoservisu.
7. V prípade, že opotrebenie / kužeľovitosť / ovalita krčkov prekročí prípustnú hodnotu, alebo dôjde k mechanickému poškodeniu plôch, treba kľukový hriadeľ vysunúť do drážky. Po otočení hriadeľa je potrebné vybrať nové vložky pre hlavné a / alebo ojničné ložiská vhodnej opravnej veľkosti.
8. Skontrolujte stav omentálnych krčkov na oboch čapoch kľukového hriadeľa. Prítomnosť vyvinutých drážok, otrepov alebo škrabancov povedie vo veľmi blízkej budúcnosti k zlyhaniu nových olejových tesnení. V niektorých prípadoch môžu byť čapy obnovené otočením a nalisovaním špeciálnych tenkostenných puzdier. Ak tento druh opravy nie je možný, vymeňte hriadeľ.
9. Skontrolujte stav uvoľnených listov radikálových a tyčových ložísk.
Zostavy ojnice a piestu
1. Predtým je potrebné dôkladne vyčistiť zostavy ojnice a piestu. Piestne krúžky musia byť odstránené.
Poznámka. Piestne krúžky sa musia bez problémov vymeniť.
2. Pomocou špeciálneho nástroja odstráňte krúžky z piestov - snažte sa náhodne nepoškodiť steny piestov.
3. Zoškrabte všetky karbónové usadeniny z korún piestu. Po odstránení hlavnej vrstvy nánosov povrch ručne prebrúste drôtenou kefou alebo kúskom jemného brúsneho papiera.
Pozor! Na čistenie piestov vyrobených z mäkkého materiálu a ľahko erodujúcich sa v žiadnom prípade nesmú používať drôtené nástavce na elektrickú vŕtačku!
4. Pomocou špeciálneho nástroja vyčistite drážky na inštaláciu krúžkov na piestoch. Prípadne môžete na tento účel použiť kúsok starého piestneho krúžku, ale dávajte pozor, aby ste nepoškriabali dno a steny drážky a neporezali si prsty.
5. Po odstránení hlavných usadenín umyte ojničné zostavy rozpúšťadlom a dôkladne ich osušte, pokiaľ možno stlačeným vzduchom.
Pozor! Pri používaní stlačeného vzduchu nezabudnite nosiť ochranné okuliare! Skontrolujte priechodnosť vratných otvorov oleja v zadných stenách drážok na montáž piestnych krúžkov, ako aj olejových otvorov v spodných hlavách ojníc.
6. Ak steny piestov a vývrty valcov nie sú poškodené alebo nadmerne opotrebované a blok motora nebol opracovaný alebo vymenený, nie je potrebné vymieňať ani piesty. Normálne opotrebenie piestov sa prejavuje vo forme zvislých značiek opotrebenia pozdĺž prítlačnej plochy a miernej vôle v uložení horného kompresného krúžku v jeho drážke. Nezabudnite, že výmena piestnych krúžkov je povinná bez ohľadu na ich stav.
7. Starostlivo skontrolujte každý z piestov, či nemá praskliny v obrube, okolo výstupkov na inštaláciu piestnych čapov a v oblasti krúžkov.
8. Skontrolujte prítlačné plochy plášťa piestu, či nie sú poškriabané, spodok skontrolujte, či nie sú priechodné otvory a vyhorenia pozdĺž okraja. Prítomnosť škrabancov na sukni môže byť považovaná za znak dlhodobého prehrievania motora alebo príliš skorého zapálenia zmesi vzduch-palivo - skontrolujte správnu funkciu chladiaceho systému. Vyhorenia pozdĺž okrajov dna sú dôkazom detonácie. V každom prípade je potrebné odstrániť príčinu zisteného porušenia, aby sa predišlo relapsom. Netesnosti nasávaného vzduchu, nesprávne usporiadanie zmesi vzduch-palivo, nesprávne načasovanie zapaľovania, nesprávne fungovanie zapaľovania a systémov EGR môžu byť tiež možnými príčinami vzniku uvedených porúch.
9. Prehĺbenie piestov vo forme dutín naznačuje, že chladivo preniklo do spaľovacích komôr a/alebo kľukovej skrine motora. Opäť sa uistite, že príčina vnútorných netesností je odstránená.

10. Posúďte vôľu piestnych krúžkov v ich drážkach vložením nového krúžku z vonkajšej strany do vašej drážky na pieste a pomocou lopatkového meradla na meranie zostávajúcej medzery. Opakujte meranie v dvoch alebo troch bodoch po obvode drážky. Dávajte pozor, aby ste si nepomýlili kompresné krúžky (vrch sa líši od druhého). Ak medzera prekročí prípustnú hodnotu (pozri špecifikácie), piesty treba vymeniť.
11. Určite vôľu piestov vo valcoch, odpočítajte od priemerov valcov (viď vyššie) príslušné priemery piestov. Priemer piesta sa meria pozdĺž prítlačnej plochy pod uhlom 90°k osi piestneho čapu a v danej vzdialenosti od dna. Ak vôľa piestu vo valci prekročí prípustnú hodnotu (pozri špecifikácie), blok treba dať do drážky s výberom nových piestov a piestnych krúžkov opravovaného priemeru.
12. Pokúste sa otáčať komponenty v opačných smeroch a zhodnoťte dosadnutie piestov na ojnice. Prítomnosť akejkoľvek viditeľnej vôle naznačuje nadmerné opotrebovanie kĺbu. Pre nápravu je potrebné ojnicu a piest doručiť do autoservisu, kde sa vykoná potrebná renovácia a výmena prstov.
13. Vykonanie postupu demontáže piestov z ojníc (v prípade, že takáto potreba vznikne) treba zveriť aj špecialistom autoservisu. Paralelne je možné pomocou špeciálneho diagnostického zariadenia kontrolovať spojovacie tyče na známky ohybu, krútenia a iných deformácií.
Poznámka. Pokiaľ to nie je nevyhnutné, piesty by sa nemali odstraňovať z ojníc.
14. Skontrolujte tyče, či nemajú praskliny a iné mechanické poškodenia. Dočasne odstráňte spodné kryty hláv, odstráňte staré ložiskové škrupiny, utrite lôžka v krytoch a hlavách a skontrolujte, či na nich nie sú otrepy, škrabance a nerovnosti. Po dokončení kontroly vložte vložky na miesto, nainštalujte kryty na spodné hlavy ojníc a utiahnite upevňovacie skrutky.
Poznámka. Ak sa motor opravuje, aby sa predišlo klepaniu prstov, vymeňte zostavy ojníc.
Ložiská
Kontrola stavu

1. Napriek tomu, že ložiská kľukového hriadeľa musia byť počas generálnej opravy motora bezpodmienečne vymenené, staré vložky by sa mali uschovať, aby sa dôkladne preštudoval ich stav, ktorého výsledky môžu poskytnúť veľa užitočných informácií o motore. celkový stav motora. Na obrázku sú uvedené príklady typických chýb panvy ložiska.
2. Zlyhanie ložísk môže nastať v dôsledku nedostatočného mazania, častíc nečistôt, preťaženia motora a korózie. Bez ohľadu na charakter závad je potrebné pri generálnej oprave motora odstrániť príčinu poškodenia vložiek, aby sa zabránilo opakovaniu.
3. Kvôli kontrole vyberte ložiskové panvy z ich lôžok v bloku motora/hlavách ojnice a krytoch hlavnej/ojnice a položte ich v poradí inštalácie na čistý pracovný povrch. Organizácia uloženia vložiek umožní prepojiť charakter zistených chýb so stavom zodpovedajúcich čapov hriadeľa.
4. Nečistoty a cudzie častice vstupujú do motora rôznymi spôsobmi. Môžu byť ponechané vo vnútri jednotky počas montáže jednotky alebo sa môžu dostať cez filtre alebo ventilačný systém kľukovej skrine. Všetky častice, ktoré sa dostanú do motorového oleja, nakoniec, skôr či neskôr, skončia v ložiskách. Často sú kovové piliny zapustené do mäkkého materiálu vložiek, ktoré vznikajú pri bežnej prevádzke vnútorných komponentov motora. Existuje vysoká pravdepodobnosť prítomnosti stôp abrazíva v ložiskách, najmä ak sa nevenovala náležitá pozornosť vyčisteniu bloku po dokončení opravy motora. Bez ohľadu na spôsob, akým sa cudzie častice dostávajú do motora, je veľmi pravdepodobné, že budú zapustené do mäkkého povrchu panvy ložísk kľukového hriadeľa a dajú sa ľahko identifikovať vizuálnou kontrolou. Veľké častice sa zvyčajne nezdržujú vo vložkách, ale zanechávajú na svojom povrchu a na povrchu čapov hriadeľa viditeľné stopy vo forme škrabancov, dutín a škrabancov. Najlepšou zárukou proti tomuto druhu problémov je zodpovedný prístup k čisteniu komponentov po generálnej oprave motora a starostlivá starostlivosť o čistotu pri montáži. Časté, pravidelné výmeny motorového oleja môžu tiež výrazne predĺžiť životnosť ložísk.
5. Hladovanie ropy môže byť výsledkom niekoľkých rôznych, ale často súvisiacich javov. Prehriatie motora teda vedie k zriedeniu motorového oleja a jeho vytesneniu z pracovných vôlí ložísk. Nedostatok mazania ložísk možno pripísať nadmerným prevádzkovým vôľam, ako aj normálnym netesnostiam (vnútorné alebo vonkajšie). Bežnou príčinou vytláčania oleja z vôlí ložísk je neustále pretáčanie motora. Porušenie priechodnosti tokov ropy (zvyčajne spojené s nesprávnym vyrovnaním otvorov pri inštalácii komponentov) vedie tiež k zníženiu dodávky maziva do ložísk. Typickým výsledkom hladovania ropy je úplné alebo lokálne zotretie/odliatie povrchovej vrstvy vložiek z kovového substrátu. V tomto prípade môže prevádzková teplota stúpnuť na takú úroveň, že podklad získa v dôsledku prehriatia modrastý odtieň.
6. Na životnosť ložísk má výrazný vplyv aj štýl jazdy majiteľa auta. Jazda pri nízkej rýchlosti pri vysokom prevodovom stupni vedie k výraznému preťaženiu ložísk, sprevádzanému vytesnením olejového filmu z ich pracovných medzier. Tento druh preťaženia vedie k zvýšeniu plasticity vložiek a vzniku trhlín v povrchovej vrstve (únavové napätie). V tomto prípade sa povrchový materiál začne drobiť a oddeľovať od oceľového substrátu. Prevádzka auta v mestskom cykle (časté výlety na krátke vzdialenosti) vedie k rozvoju korózie ložísk v dôsledku toho, že nedostatočné zahrievanie motora vedie ku kondenzácii a uvoľňovaniu chemicky agresívnych plynov. Tieto produkty sa hromadia v motorovom oleji a vytvárajú trosky a kyseliny. Ak sa takýto olej dostane do ložísk, agresívne látky prispievajú k rozvoju korózie vložiek.
7. Nesprávna inštalácia vložiek pri montáži motora môže tiež spôsobiť ich rýchle zničenie. Príliš tesné uloženie neposkytuje potrebnú pracovnú vôľu ložísk, čo vedie k ich nedostatku oleja. Výsledok dostať sa pod vložky (pri ich inštalácii) cudzorodé častice je tvorba vyvýšenín, z ktorých sa povrchová vrstva rýchlo zotrie.
8. Vyvažovacie a pomocné hriadele môžu byť vybavené prstencovými ložiskami, ktorých výmenu zverte špecialistom autoservisu.
Honovanie valcových zrkadiel
1. Pred montážou motora je nutné vybrúsiť zrkadlá valcov, aby sa dosiahlo správne uloženie piestnych krúžkov na nich, čím je zabezpečená správna tesnosť spaľovacích komôr.
Poznámka. Ak nemáte po ruke potrebné nástroje alebo nechcete robiť honovanie sami, prácu je možné zveriť odborníkom z autoservisu za pomerne mierny poplatok.
2. Pred honovaním vymeňte kryty/most hlavného ložiska (bez vložiek) a utiahnite upevňovacie skrutky na požadovaný krútiaci moment.
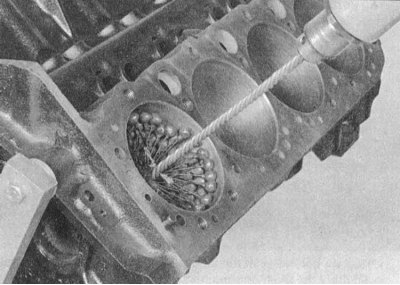
3. Existujú dva typy honovania na spracovanie valcových zrkadiel: typ honovania "štetec na fľašu" a tradičnejšie povrchové brúsenie vo forme trysky s pružinovými brúskami. Oba nástroje poskytujú potrebnú kvalitu spracovania valcových zrkadiel, aj keď použitie prvého z nich je vhodnejšie pre neskúseného mechanika. Ďalej budete potrebovať dostatočné množstvo handier, špeciálneho honovacieho alebo len tekutého strojového oleja, ako aj elektrickú vŕtačku ako pohon honovacích trysiek. Postupujte v nasledujúcom poradí:
- a) Upevnite brúsok do skľučovadla elektrickej vŕtačky, priveďte pružinové brúsky / tyče kefy s tryskami a navlečte ich do valca.
Pozor! Nezabudnite na ochranné okuliare alebo ochranný štít na tvár!
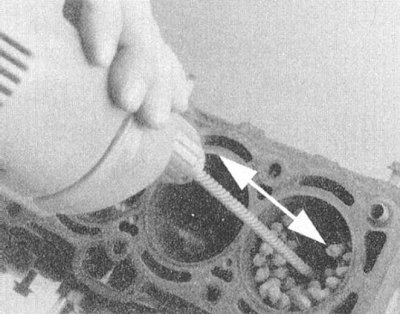
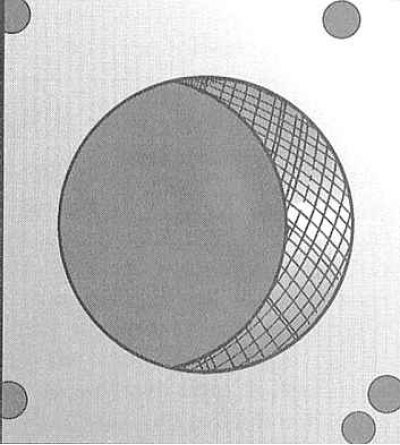
- b) Zrkadlo ošetreného valca hojne navlhčite olejom, zapnite vŕtačku a začnite vratné pohyby vo vnútri valca s tryskou. Rýchlosť vertikálneho pohybu honovania by mala zabezpečiť aplikáciu sieťového vzoru na povrch zrkadla valca s uhlom priesečníka strán sieťky cca 60°. Nešetrite olejom a snažte sa neodstrániť z povrchu stien valcov viac materiálu, ako je skutočne potrebné na dosiahnutie požadovaného výsledku.
Poznámka. Výrobcovia piestnych krúžkov môžu mať svoje vlastné požiadavky na uhol priesečníka strán sieťového vzoru - pozorne si prečítajte pokyny na obale opravnej súpravy.
- c) Neodstraňujte hon z valca, kým sa vŕtačka úplne nezastaví! Pokračujte v vratnom pohybe trysky, kým sa neprestane otáčať. Po zastavení vŕtačky stlačte brúsky a vyberte hon z valca. Pri použití typu hon "štetec na fľašu" počkajte, kým sa vŕtačka úplne nezastaví, potom odstráňte nástavec, pričom pokračujte v ručnom otáčaní skľučovadla v normálnom smere.
- d) Utrite zrkadlo valca handrou a pokračujte v honovaní ďalšieho.
 |  |
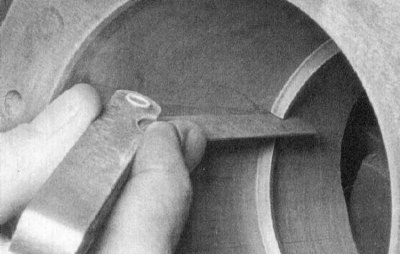
4. Po dokončení spracovania použite pilník na skosenie horných hrán valcov - toto spracovanie sa vykonáva, aby sa predišlo problémom s plnením piestov s nasadenými krúžkami do valcov. Buďte mimoriadne opatrní, aby ste ihlovým pilníkom nepoškriabali zrkadlo valca.
5. Nakoniec je potrebné celú jednotku dôkladne opláchnuť teplou mydlovou vodou.
Poznámka. Valce možno považovať za umyté, keď po prejdení bielej handričky navlhčenej olejom na zrkadlo nezostane na ňom sivý povlak. Nezabudnite vyčistiť všetky olejové otvory a kanály pomocou valcovej kefy a potom opláchnite blok vysokotlakovým prúdom vody.
6. Po umytí blok dôkladne osušte a opracované plochy natrite olejom, aby ste ich ochránili pred koróziou. Pred montážou motora zabaľte blok do čistého plastového vrecka.
Zhromaždenie
1. V prvom rade je potrebné pripraviť pracovisko, pričom osobitnú pozornosť treba venovať čistote povrchov a dostupnosti dostatočného voľného priestoru. Postarajte sa o vybavenie miesta na uloženie komponentov, ktoré sa majú nainštalovať. Všetky časti, ktoré sa majú inštalovať, musia byť tiež dôkladne vyčistené a vysušené.
2. Pripevnite blok valca k montážnemu bloku a znova ho dôkladne umyte roztokom mydlovej vody, pričom venujte zvláštnu pozornosť vyčisteniu olejových kanálov a vodných kanálov. Blok vysušte, ak je to možné, stlačeným vzduchom, potom ho nastriekajte antikoróznym roztokom typu WD-40®. Zrkadlá valca utrite čistou handričkou, ktorá nepúšťa vlákna.
3. Namontujte späť stláčacie zátky a zátky olejového kanála.
4. Nemenej dôkladne vyčistite kľukový hriadeľ a pokračujte v jeho inštalácii na motor (Pozri nižšie).
Postup montáže motora
1. Pred pokračovaním v montáži motora sa uistite, že máte všetky potrebné diely, materiály a nástroje, ktoré zahŕňajú nasledovné:
- a) Štandardná sada zámočníckeho náradia;
- b) Momentový kľúč s 1/2-palcovým pohonom;
- c) Nástroj na nasadzovanie piestnych krúžkov;
- d) Nástroj na krimpovanie piestnych krúžkov;
- e) Krátke dĺžky palivovej hadice na pripevnenie uzáverov ložísk tyče na čapy;
- f) Meracia súprava Plastigage;
- g) Sada sond typu čepele;
- h) Pilník s malým zubom;
- i) Čerstvý motorový olej;
- j) Montážny motor alebo mazivo obsahujúce molybdén;
- k) tesniaci tmel;
- l) Tesniaci prostriedok na upevnenie závitových spojov.
2. Aby ste ušetrili čas a minimalizovali problémy, zostavte motor v nasledujúcom poradí:
- Štvorvalcové motory
- a) Piestne krúžky;
- b) kľukový hriadeľ a hlavné ložiská;
- c) Zostavy ojníc a piestov;
- d) Olejové tesnenie zadného kľukového hriadeľa;
- e) Vyvažovacia zostava motora;
- f) Hlava valcov so zdvihákmi ventilov;
- g) Vačkové hriadele;
- h) Vyvažovacie hriadele s ozubenými kolesami;
- i) Distribučný reťazec plynu;
- j) Olejova pumpa;
- k) Nasávanie oleja so sitkom;
- l) Olejová panvica;
- m) Vstupné potrubie a výfukové potrubie;
- n) Kryt hlavy valcov;
- o) Zotrvačník/Hnací disk.
- motory V6
- a) Piestne krúžky;
- b) kľukový hriadeľ a hlavné ložiská;
- c) Zostavy ojníc a piestov;
- d) Olejové tesnenie zadného kľukového hriadeľa s držiakom;
- e) Olejova pumpa;
- f) Olejová panvica;
- g) hlavy valcov;
- h) Vačkové hriadele a zdviháky ventilov;
- i) Rozvodový remeň s ozubenými kolesami;
- j) Kryty pohonu rozvodov;
- k) Kryty hlavy valcov;
- l) Vstupné potrubie a výfukové potrubia;
- m) Zotrvačník/Hnací disk.
Montáž piestnych krúžkov
1. Pred inštaláciou nových piestnych krúžkov skontrolujte medzery v ich zámkoch. Rozumie sa, že bočné vôle krúžkov v piestových drážkach už boli skontrolované a zodpovedajú prijatým normám (viď vyššie).
2. Položte zostavy ojnice a piestu so súpravami krúžkov na pracovnú plochu pracovného stola. Odteraz bude každá sada prsteňov náročná "zviazaný" k vášmu piestu. Teraz môžete začať merať medzery v zámkoch krúžkov.
3. Naplňte vrch (№ 1) kompresný krúžok vo vnútri prvého valca motora a vyrovnajte ho kolmo zatlačením na korunu piesta. Krúžok by mal byť v oblasti spodnej hranice pracovného zdvihu krúžkov vo valci.
4. Určte medzeru v zámku krúžku pomocou lopatkového meradla Čepel (ja) sonda by sa mala tesne zasunúť do zámku. Porovnajte výsledok merania s požiadavkami špecifikácií. Ak je vôľa mimo rozsahu v oboch smeroch, pred vykonaním akýchkoľvek nápravných opatrení (Pozri nižšie), ešte raz sa uistite, že ste si nepomýlili krúžky.
5. Ak je medzera príliš malá, možno ju zväčšiť vyvŕtaním jemným ozubeným pilníkom (predtým si prečítajte pokyny k súprave - nie všetky krúžky je možné podať) Upevnite obdĺžnikový pilník do zveráka a potom zaistite krúžok okolo pilníka tak, aby jeho koniec bol vo vnútri kruhu. Pomaly potiahnite krúžok smerom k sebe a odstráňte prebytočný kov z jeho koncov v zámku. Keď sa dostanete na koniec pilníka, odstráňte krúžok, znova skontrolujte medzeru a v prípade potreby postup zopakujte.
Pozor! V žiadnom prípade neodtláčajte prsteň od seba na pilník, pretože to spôsobí zbiehanie hrán zámku a vysoké riziko zničenia kovu.
6. Nadmerná vôľa nie je trestným činom, ak nepresahuje 0,51 mm. Ešte raz sa uistite, že zakúpené sady krúžkov svojou charakteristikou zodpovedajú potrebám motora vášho auta.
7. Opakujte postup pre zostávajúce krúžky (druhá kompresia a škrabka na olej) piest prvého valca, potom pre krúžky všetkých ostatných piestov. Pamätajte, že teraz je každá sada prsteňov jedinečná "zviazaný" k jeho piestu, na ktorý by mal byť nainštalovaný.
8. Po skontrolovaní a správnom opravení medzier v zámkoch krúžkov ich môžete začať nasadzovať na piesty.
9. Najskôr sa na piest nasadí škrabka oleja (dno) prsteň. Krúžok na stieranie oleja pozostáva z troch samostatných častí. Najprv naplňte rozťahovač pružiny do spodnej drážky piestu. Ak je výstružník vybavený jazýčkom proti otáčaniu, uistite sa, že tento je v protivŕtaní v drážke piesta. Teraz nainštalujte spodnú pracovnú časť krúžku do drážky. Aby ste predišli náhodnému poškodeniu pracovných častí krúžku na stieranie oleja, na ich inštaláciu nepoužívajte žiadne náradie – stačí vložiť jeden koniec časti do drážky pod/nad expandérom, pevne ho zatlačiť prstom a posúvať sa pozdĺž obvod krúžku, zvyšok vyplňte. Nakoniec je nainštalovaná horná pracovná časť krúžku.
 |  |
10. Po usadení všetkých troch komponentov krúžku na stieranie oleja do spodnej drážky piesta skontrolujte voľnosť otáčania (skĺznuť do drážky) horná a dolná pracovná časť.
11. Ďalší je druhý (dno) kompresný krúžok. Krúžok musí byť inštalovaný tak, aby označenie smerovalo nahor (na spodok piestu).
Poznámka. Dôsledne dodržiavajte pokyny výrobcov prsteňov, ktoré sú zvyčajne vytlačené na obale súpravy. Nezamieňajte druhý kompresný krúžok s prvým (top) - majú rôzne prierezy.
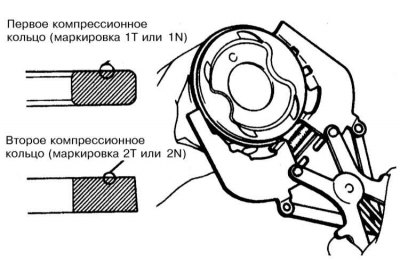
12. Pomocou špeciálneho expandéra a uistite sa, že krúžok je otočený značkou hore, vložte ho do strednej drážky na pieste. Snažte sa neroztiahnuť zámok krúžku viac, ako je skutočne potrebné na jeho hladké nasadenie na piest.
13. Podobným spôsobom nainštalujte prvý (top) kompresný krúžok (značkovanie). Snažte sa nepomýliť si vrchný krúžok s druhým.
14. Striedavo doplňte krúžkami všetky zostávajúce piesty.
Inštalácia kľukového hriadeľa
1. Montáž kľukového hriadeľa je prvým krokom pri samotnej montáži motora. Rozumie sa, že v tejto fáze už boli blok motora a samotný hriadeľ riadne vyčistené, skontrolované a podrobené potrebnej renovácii.
2. Otočte motor hore nohami.
3. Dajte upevňovacie skrutky, odstráňte kryty radikálových ložísk/montáž krytov. Usporiadajte kryty na pracovnom stole v poradí inštalácie na motore.
4. Ak ste to ešte neurobili, odstráňte staré pánske ložiská z lôžok v bloku a krytoch. Postele utrite čistou handričkou, ktorá nepúšťa vlákna – mali by byť dokonale čisté.
Kontrola prevádzkových vôlí hlavných ložísk
Poznámka. Nedotýkajte sa nových povrchov ložísk holými rukami, aby ste predišli neželanému kontaktu ložísk so stopami oleja a chemikálií, ktoré sú vždy prítomné na prstoch.
1. Utrite zadnú stranu nových pánskych ložísk a vložte polovice s olejovými drážkami do ich lôžok v bloku. Vložte zvyšné polovice plášťa do príslušných krytov ložísk. Uistite sa, že jazýčky vložiek vstupujú do vzájomných pristávacích drážok v lôžkach bloku a krytov. Olejové otvory v bloku musia byť tiež správne zarovnané s otvormi vo vložkách.
Pozor! Za žiadnych okolností sa nepokúšajte zatĺcť nevhodnú vložku do postele kladivom. Ložiská v tejto fáze nemažte!
2. Utrite povrchy ložísk v bloku a hlavných čapov kľukového hriadeľa čistou handrou, ktorá nepúšťa vlákna. Skontrolujte priechodnosť olejových otvorov hriadeľa, v prípade potreby ich vyčistite. Akékoľvek cudzie častice obsiahnuté v olejových cestách nevyhnutne skončia v ložiskách.
3. Starostlivo utretý kľukový hriadeľ opatrne položte do hlavných ložísk bloku.
4. Pred konečnou montážou hriadeľa je potrebné skontrolovať prevádzkové vôle v jeho hlavných ložiskách.
5. Odrežte kalibrovaný plastový drôt z meracej súpravy Plastigage na dĺžky o niečo kratšie ako je šírka objímok a položte jeden kus drôtu pozdĺž každého z hlavných čapov hriadeľa, rovnobežne s ich osou.
6. Utrite povrchy vložiek v krytoch a nainštalujte ich na ich bežné miesta. Snažte sa nehýbať kusmi kalibrovaného drôtu položenými pozdĺž hrdla hriadeľa. Ľahko naolejujte závity montážnych skrutiek a zaskrutkujte ich, čím upevnite kryty.
7. V niekoľkých fázach rovnomerne utiahnite skrutky s hlavou na požadovaný krútiaci moment.
Pozor! Počas uťahovania upevňovacích prvkov nedovoľte, aby sa hriadeľ otáčal!
8. Vyskrutkujte skrutky a opatrne odstráňte kryty radikálových ložísk. Odstránené kryty umiestnite v poradí, v akom sú umiestnené na motore. Dávajte pozor, aby ste nepoškodili sploštený merací drôt a neotáčajte hriadeľom. Ak sa niektorý z krytov nedá odstrániť, jemne naň poklepte mäkkým kladivom, aby sa uvoľnil.
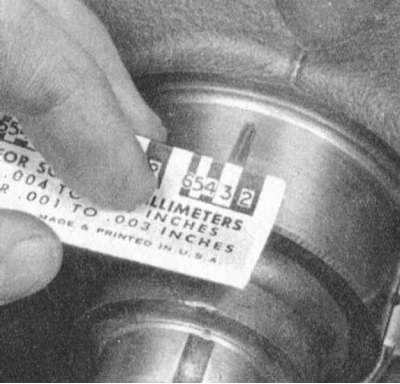
9. Pomocou šírky sploštených závitov meranej na stupnici vytlačenej na obale súpravy Plastigage stanovte prevádzkové vôle ložísk. Porovnajte výsledky merania s požiadavkami špecifikácií.
10. Ak je medzera mimo tolerancie, možno boli nainštalované puzdrá nesprávnej veľkosti. Pred hľadaním nových vložiek sa uistite, že pod vložky vložené v tejto fáze nespadli žiadne nečistoty alebo olej. Ak je kalibrovaný drôt na jednom konci sploštený viac ako na druhom, znamená to prítomnosť zúženia krku.
11. Opatrne odstráňte merací drôt z hrdla a zoškrabte po ňom všetky stopy pomocou nástroja, ktorý nie je príliš silný (ako okraj starej kreditnej karty). V extrémnych prípadoch môžete použiť vlastný necht - hlavnou vecou je, že na povrchu krčkov / vložiek nie sú žiadne škrabance alebo škrabance.
Konečná inštalácia kľukového hriadeľa
1. Opatrne vyberte kľukový hriadeľ z motora. Utrite povrchy ložísk v bloku a rovnomerne ich namažte tenkou vrstvou molybdénu alebo maziva na montáž motora. Nezabudnite premazať aj prítlačné podložky.
Pozor! Snažte sa, aby sa mastnota nedostala na zadnú stranu vložiek!
2. Uistite sa, že čapy kľukového hriadeľa sú úplne čisté, potom ich namažte (rovnaké mazivo alebo čistý motorový olej) plochy čapov v kontakte s tesneniami.
3. Nainštalujte tesnenie zadného hriadeľa.
4. Utrite a namažte povrchy vložiek v bloku, potom položte hriadeľ na jeho obvyklé miesto. Vytvorte kryt zadného ložiska, potom všetky ostatné, okrem perzistentných. Utiahnite upevňovacie prvky krytu na požadovaný krútiaci moment.
5. Nasaďte kryt axiálneho ložiska, zaskrutkujte skrutky jeho upevnenia a dotiahnite ich rukou.
6. Posuňte hriadeľ dopredu proti prítlačnej ploche hornej ložiskovej panvy. Držte hriadeľ v pokoji a zatlačte kryt axiálneho ložiska späť, aby ste zarovnali prítlačné povrchy oboch puzdier.
7. Zatlačením hriadeľa dopredu utiahnite upevňovacie skrutky krytu požadovanou silou.
8. Ak chcete zmerať axiálnu vôľu kľukového hriadeľa, upevnite číselník na blok zatlačením jeho piestu na koncovú plochu čapu predného hriadeľa.
9. Opatrne zatlačte hriadeľ späť, kým sa nezastaví, a držte ho v stlačenej polohe a vynulujte glukomer.
10. Posuňte hriadeľ dopredu na koniec jeho zdvihu a odčítajte meradlo.
11. Ak je výsledok merania mimo rozsahu (pozri špecifikácie), vymeňte panvy axiálnych ložísk a znova skontrolujte. V prípade potreby odovzdajte hriadeľ na kontrolu do autoservisu.
Montáž ojničných a piestových zostáv a kontrola pracovných vôlí v ojničných ložiskách kľukového hriadeľa
Príprava
1. Pred montážou zostáv ojnice a piestu je potrebné steny valca dôkladne utrieť, z ich horných hrán úplne odstrániť stopy stupňovitého opotrebovania a odstrániť skosenie. Rozumie sa, že kľukový hriadeľ je už nainštalovaný na svojom pravidelnom mieste v bloku.
2. Odstráňte kryt spodnej hlavy zostavy ojnice prvého valca (uistite sa, že počas procesu demontáže sú aplikované výrobné značky alebo značky). Odstráňte staré ložiskové škrupiny z hlavy ojnice a jej krytu a opatrne utrite ich lôžka čistou handrou, ktorá nepúšťa vlákna.
Kontrola prevádzkovej vôle ojničného ložiska
Poznámka. Nedotýkajte sa nových povrchov ložísk holými rukami, aby ste predišli neželanému kontaktu ložísk so stopami oleja a chemikálií, ktoré sú vždy prítomné na prstoch.
1. Utrite zadnú stranu nového horného ložiska a umiestnite ho do ložiska v hlave ojnice. Uistite sa, že olejové otvory sú zarovnané a že vodiaci jazýček puzdra je vo vzájomnej drážke v spojovacej tyči. V žiadnom prípade neklepte vložku do postele kladivom. Ložisko v tejto fáze ničím nemažte.
2. Utrite zadnú časť druhého ložiska a umiestnite ho do uzáveru ojnice. Opäť sa uistite, že pero spadne do vzájomnej drážky. Nepoužívajte žiadne mazivo – je mimoriadne dôležité, aby spojovacie plochy ložiska a ojnice zostali absolútne čisté a suché.
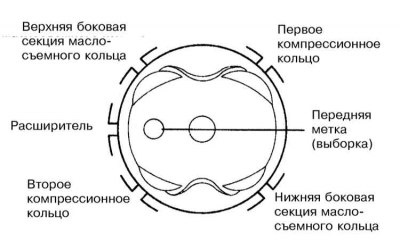
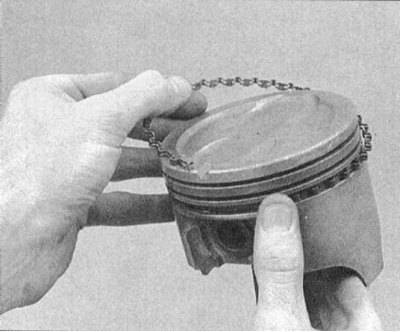
3. Usporiadajte zámky piestnych krúžkov tak, ako je to znázornené na obrázku.
3. Nasaďte kusy palivovej hadice na skrutky veka ložiska.
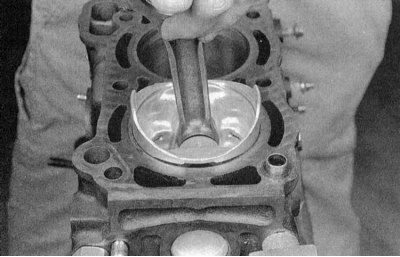
4. Namažte piest a piestne krúžky čistým motorovým olejom. Nasuňte tŕň nástroja na krimpovanie krúžkov na piest. Pre jednoduché plnenie do valca nechajte plášť piesta vyčnievať z tŕňa nástroja asi o 6 mm. Krúžky musia byť stlačené v jednej rovine s tvarovacím povrchom piesta.
5. Otočte kľukový hriadeľ tak, aby bol krk prvej kľuky v polohe BDC. Namažte zrkadlo prvého valca obežným olejom.
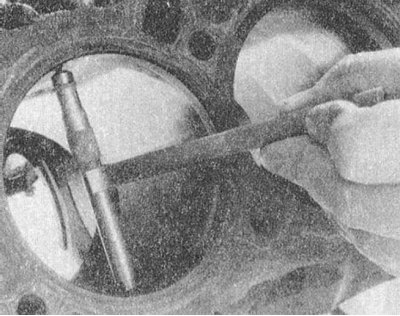
6. Otáčaním zostavy so značkami na spodnej časti piestu smerom dopredu pozdĺž motora, opatrne naplňte ojnicu do prvého valca bloku. Vložte plášť piesta do valca a pevne pritlačte spodný okraj tŕňa nástroja na krimpovanie krúžkov proti povrchu bloku.
7. Poklepte na horný okraj tŕňa, aby ste sa uistili, že je pevne pritlačený k bloku po celom obvode spodného okraja.
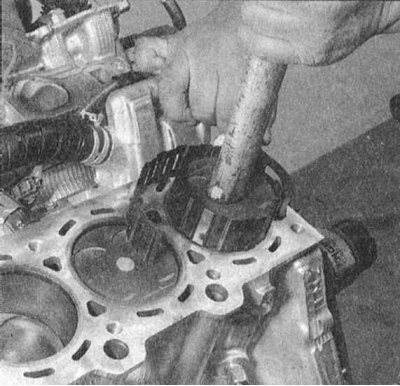
8. Jemným poklepaním na dno drevenou rukoväťou kladiva vložte piest do valca, pričom spodnú hlavu ojnice nasmerujte na krk príslušnej kľuky kľukového hriadeľa. Piestne krúžky môžu náhle vyskočiť spod tŕňa nástroja, preto neustále sledujte tesnosť pritlačenia k jeho bloku. Konajte pomaly, ak sa vyskytne najmenší odpor, okamžite zastavte klepanie piestu. Zistite príčinu zaseknutia a odstráňte ju.
Pozor! Nikdy sa nepokúšajte tlačiť piest do valca silou - môže to viesť k mechanickému poškodeniu alebo zničeniu piestnych krúžkov!
9. Po zavedení zostavy ojnice a piestu do motora, pred konečnou montážou krytu spodnej hlavy ojnice, by ste mali skontrolovať pracovnú vôľu ojničného ložiska kľukového hriadeľa.
10. Odstrihnite kus kalibrovaného plastového drôtu z meracej súpravy Plastigage, o niečo kratší ako je šírka plášťa ojničného ložiska, a položte ho pozdĺž prvého čapu kľukového hriadeľa, rovnobežne s osou druhého.
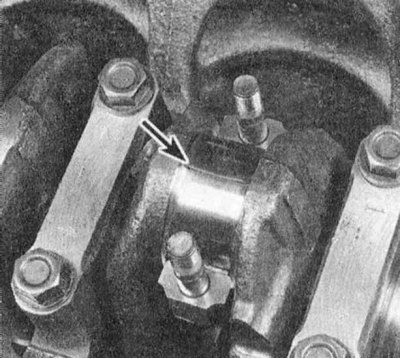
11. Utrite dosadaciu plochu v kryte ojnice a nasaďte kryt na ojnicu. Uistite sa, že značka na kryte je otočená v rovnakom smere ako značka na ojnici.
12. Spodné konce hláv upevňovacích skrutiek zľahka namažte čistým motorovým olejom, zaskrutkujte skrutky a dotiahnite ich v troch stupňoch potrebnou silou.
Poznámka. Aby ste zabránili zaseknutiu kľúča, použite tenkostennú zásuvku. Ak sa objavia známky zaseknutia kľúča medzi maticou a ojnicou, mierne zdvihnite hlavu a pokračujte v uťahovaní. Počas celého postupu nedovoľte, aby sa kľukový hriadeľ otáčal.
13. Dajte prípravok a opatrne odstráňte kryt z tyče. Dávajte pozor, aby ste nepoškodili sploštený kus meracieho drôtu.
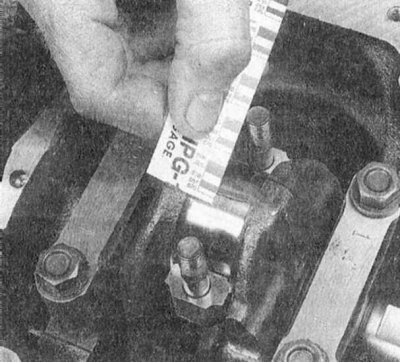
14. Pomocou šírky splošteného drôtu, meranej na stupnici vytlačenej na obale Plastigage, určite prevádzkovú vôľu v ložisku. Porovnajte výsledok merania s požiadavkami špecifikácií.
15. Ak je vôľa mimo rozsahu, skôr ako budete hľadať vložky inej veľkosti, skontrolujte, či sa pod zadnú časť vložiek uložených v ojnici a kryte vložiek nedostala nečistota/olej. Znova zmerajte priemer čapu hriadeľa. Sploštenie drôtu z jedného konca viac ako z druhého naznačuje prítomnosť zúženia krku.
Konečná inštalácia zostavy ojnice a piestu
16. Nechtom alebo okrajom starej kreditnej karty opatrne zoškrabte všetky stopy meradla z čapu a/alebo povrchu ložiska.
17. Uistite sa, že obe ložiskové plochy sú úplne čisté, potom ich rovnomerne namažte tenkou vrstvou molybdénu alebo maziva na montáž motora. Aby ste získali prístup k povrchu horného ložiska, budete musieť piest trochu zatlačiť do valca - nezabudnite na skrutky uzáveru ojnice nasadiť ochranné hadice, aby ste nepoškodili povrch čapu hriadeľa. Snažte sa zabrániť vyskočeniu piestnych krúžkov z valca.
18. Vráťte ojnicu na svoje miesto, opatrne ju nasaďte spodnou hlavou na hrdlo kľuky, odstráňte ochranné hadice zo skrutiek, nasaďte kryt a v troch stupňoch dotiahnite upevňovacie matice na požadovanú silu.
Poznámka. Sledujte správne zarovnanie značiek na uzávere ojnice a jej spodnej hlave.
19. Zopakujte celý postup pre zostávajúce zostavy ojnice a piestu.
20. Majte na pamäti nasledujúce dôležité body:
- a) Dbajte na to, aby sa nečistoty nedostali na zadné strany vložiek a ich lôžka v spojovacích tyčiach a krytoch;
- b) Uistite sa, že každá zostava je nainštalovaná presne vo svojom valci (aj v prípade nových komponentov, keďže medzery piestnych krúžkov boli prispôsobené konkrétnym valcom);
- c) Piesty musia byť označené na spodnej časti pred motorom (smerom k časovaciemu pohonu);
- d) Pred inštaláciou zostáv nezabudnite namazať zrkadlá valcov motorovým olejom;
- e) Pred konečnou montážou krytov nezabudnite namazať ložiská (po kontrole pracovných vzdialeností v posl).
21. Po dokončení montáže zostáv ojnice a piestu skontrolujte voľnosť otáčania kľukového hriadeľa niekoľkokrát rukou.
22. Na záver je potrebné ešte raz skontrolovať axiálnu vôľu kľukového hriadeľa (viď vyššie).
23. Porovnajte výsledky merania koncovej vôle s požiadavkami špecifikácií. Ak bola vôľa pred demontážou motora normálna a boli použité staré zostavy ojnice a piestu, nemalo by dôjsť k žiadnym prekvapeniam. Ak po výmene ojníc prekročí vôľa povolené limity, musia byť ojnice odstránené z motora a zaslané do autoservisu na príslušné opracovanie.