
Демонтажа
Пажња: Поставите уклоњене делове према броју цилиндра и усисним/издувним вентилима како их не бисте помешали током монтаже.
Уклањање делова врши се по редоследу бројева назначених на одговарајућој слици.
Приликом уклањања делова обратите пажњу на следеће радње:
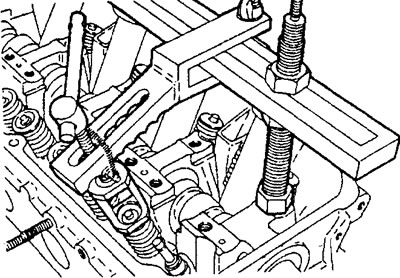
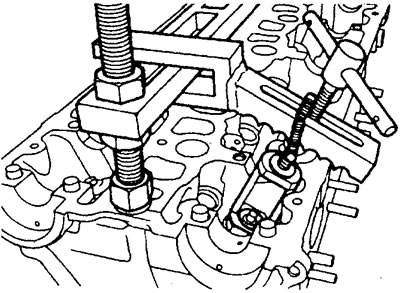
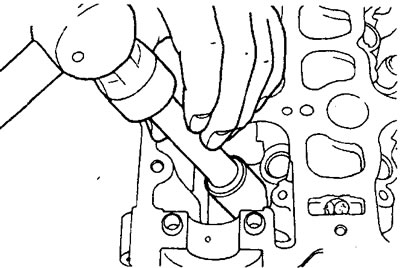
1. Уклањање вентила.
А) Користећи посебан извлакач, стисните опругу вентила и уклоните крекере.
б) Пажљиво уклоните извлакач. Уклоните опружну плочу, опругу и њено седиште. Извадите вентил.
Напомена: Чувајте делове за сваки вентил посебно.
МПИ механизам
ГДИ мотор.
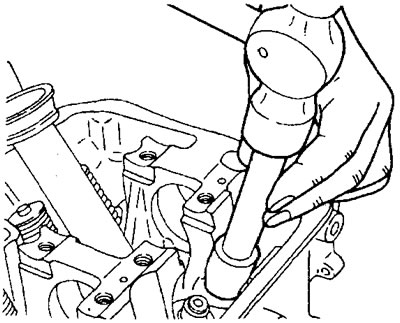
2. Уклањање заптивки стабла вентила.
Уклоните заптивке стабла вентила са главе цилиндра помоћу специјалних клешта као што је приказано на слици.
Опрез: Немојте поново користити заптивке стабла вентила.
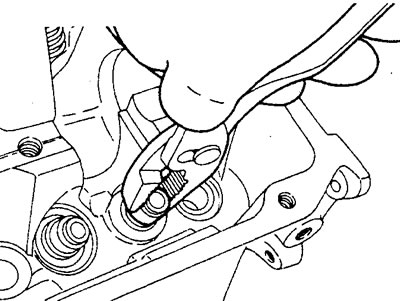
МПИ механизам.
Преглед
Провера главе цилиндра
1. Пре чишћења проверите главу цилиндра да ли има оштећења и пукотина, цурења расхладне течности и уља, издувних гасова и ваздуха.
2. Потпуно уклоните наслаге уља, каменац, остатке заптивки, наслаге чађи са површине главе цилиндра. Након чишћења, издувајте уљне пролазе главе цилиндра компримованим ваздухом.
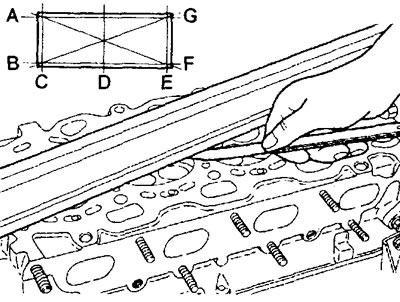
3. Провера неравности причвршћене површине главе цилиндра.
А) Помоћу прецизног лењира и равног мерача, проверите равност спојне површине главе цилиндра испод заптивке у смеровима од "А" до "Г" приказаних на слици.
Не равност (за главу):
- Номинални - 0,03 мм
- Максимално дозвољено - 0,20 мм
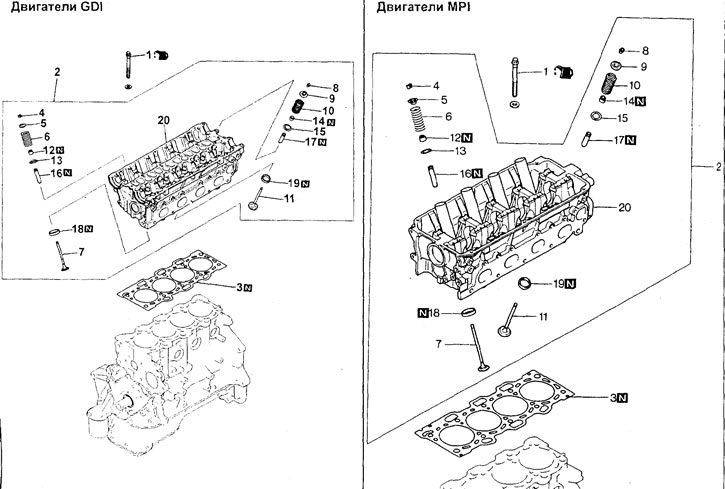
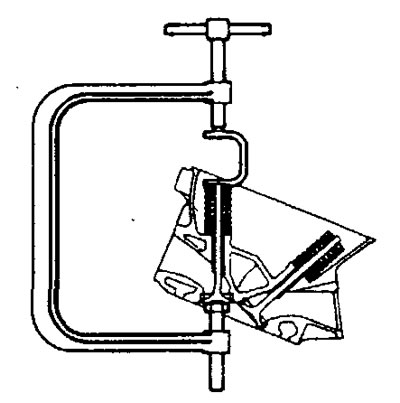
Глава цилиндра и вентили. 1 - вијак главе цилиндра, 2 - склоп главе цилиндра, 3 - заптивка главе цилиндра, 4 - крекери, 5 - плоча опруге вентила, 6 - опруга вентила, 7 - усисни вентил, 8 - крекери, 9 - плоча опруге вентила, 10 - опруга вентила, 11 - издувни вентил, 12 - заптивка стабла вентила, 13 - седиште опруге вентила, 14 - заптивка стабла вентила, 15 - седиште опруге вентила, 16 - вођица усисног вентила, 17 - вођица издувног вентила, 18 - седиште усисног вентила, 19 - седиште издувног вентила, 20 - глава цилиндра.
б) Ако равност прелази границу, избрусити површине главе цилиндра и блока цилиндра.
Ратед Хеигхт (Нова) главе цилиндара (+0,1 мм):
- ГДИ мотор - 132.0мм
- МПИ мотор - 120,0 мм
- Максимална дозвољена дубина брушења - 0,20 мм
Пажња: укупна дебљина метала уклоњеног са спојних површина главе цилиндра и блока цилиндра не сме бити већа од 0,20 мм.
В) Помоћу прецизног лењира и равног мерача, проверите равност спојне површине главе цилиндра испод заптивке на страни усисног и издувног колектора.
Неспљоштеност (за колекционаре):
- Номинална вредност не већа од - 0,15 мм
- Гранична вредност - 0,20 мм
Г) Ако равност премашује максималну дозвољену вредност, избрусити спојну површину главе цилиндра са стране разводника.
4. Прегледајте унутрашње површине испод лежајева брегастог вратила, проверите зарезивање и друга оштећења. Ако постоји оштећење, замените главу цилиндра.
Провера вентила и седишта вентила
1. Вентил се мора заменити ако је вретено вентила истрошено (трошење гребена) или оштећен, или ако је крај стабла вентила (тачка контакта крајњег дела са завртњем за подешавање клацкалице вентила) настала су удубљења.

2. Проверите додирну површину скошеног диска вентила са седиштем вентила. Контактна површина треба да буде лоцирана равномерно у центру радне закривљености диска вентила. У случају неправилног контакта вентила са седиштем, избрусити укошеност диска вентила.
Напомена: Пре провере контактне површине, уверите се да су вентил и водећа чаура у добром стању.
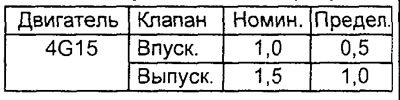
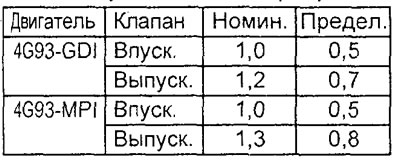
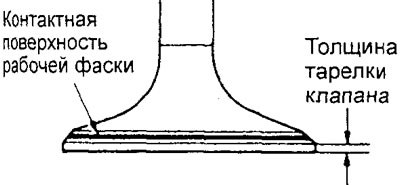
3. Проверите дебљину диска вентила у његовом цилиндричном делу. Ако је дебљина диска вентила мања од границе, замените вентил.
Дебљина плоче вентила (мм):
4. Измерите укупну дужину вентила. Ако је измерена вредност ван опсега (више од 0,5 мм или мање од 0,5 мм од номиналне вредности), затим замените вентил.
Сто. Укупна дужина вентила (мм).

5. Уметните вентил у водећу чауру у глави цилиндра и, притискајући га на седиште, измерите избочење стабла вентила од његовог краја до површине седишта седишта опруге вентила. Ако измерена вредност прелази дозвољену вредност, замените седиште вентила.
Сто. Избочина стабла вентила (мм
).

Провера опруге вентила
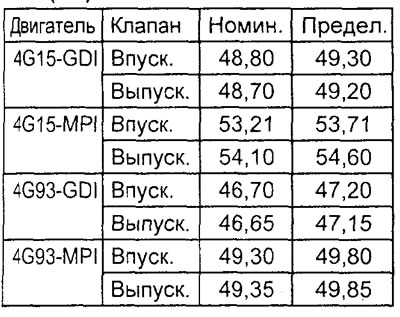
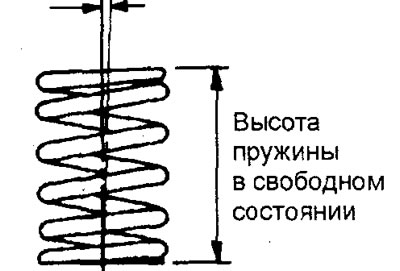
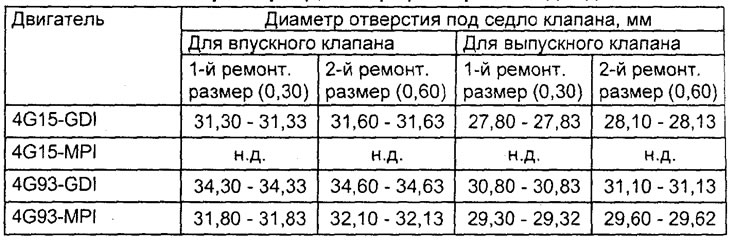
1. Измерите висину опруге вентила у слободном стању, а ако је мања од дозвољене вредности, замените опругу.
Сто. Висина опруге вентила.
| Мотор | Оцењено | Лимит. |
| 4G15-GDI | 49,1 мм | 48,6 мм |
| 4G15-MPI | 50,9 мм | 50,4 мм |
| 4G93-GDI | 44,8 мм | 43,8 мм |
| 4G93-MPI | 50,9 мм | 49,9 мм |
2. Измерите отклон осе опруге вентила од управне на површину лежаја. Ако одступање премашује максималну дозвољену вредност, замените опругу.
Отклон осе опруге:
номинално - 2°или мање
максимално дозвољено - 4°
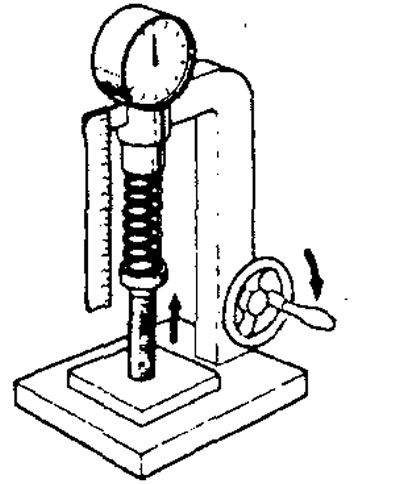
3. Користећи тестер опруге, измерите силу потребну да се опруга сабије до њене уградне дужине. Ако је сила мања од максимално дозвољене вредности, замените опругу.
Дужина подешавања опруге (мм) под одређеним оптерећењем (Х):

Провера вођице вентила
1. Измерите размак између вођице вентила и стабла вентила на неколико тачака дуж дужине.

Зазор између вођице вентила и стабла вентила:
Оцењена вредност:
- Улаз - 0,02 - 0,05 мм
матура:
- Мотор 4Г15 - 0,03 - 0,06 мм
- Мотор 4Г93 - 0,05 - 0,09 мм
Максимална дозвољена вредност:
- Улаз - 0,10 мм
- Градуација - 0,15 мм
Називни пречник вретена вентила:
- 4Г15 мотор - 5,5 мм
- 4Г93 мотор - 6,0 мм
Називни отвор за вођење вентила:
- Мотор 4Г15 - 5,52 мм
- Мотор 4Г93 - 6,02 мм
2. Ако је зазор већи од дозвољене вредности, замените вођицу вентила или вентил или обоје.
Репаир
Ремонт седишта вентила
1. Проверите зазор између вретена вентила и вођице вентила пре него што извршите реконструкцију седишта вентила. Ако је потребно, замените вођицу вентила.
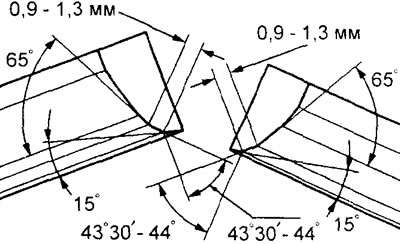
2. Са посебним алатом (глодало са шкољком са 30°, 45°, 60°или другим углом закошења) обрадите седиште вентила да бисте добили ширину контактне површине и угао нагиба радне косине према спецификацијама.
Напомена: Препоручује се поновна геометрија седишта вентила на алатним машинама.
Мотор 4Г93
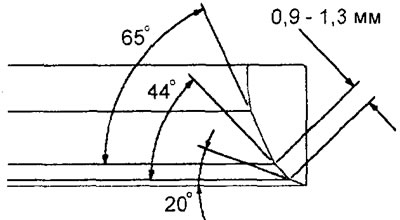
Мотор 4Г15-ГДИ - седиште усисног вентила.
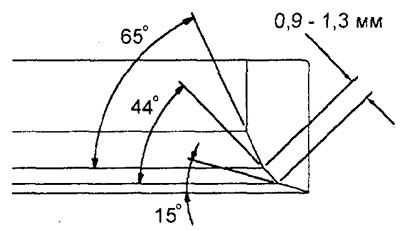
Мотори 4Г15-ГДИ - седиште издувног вентила.
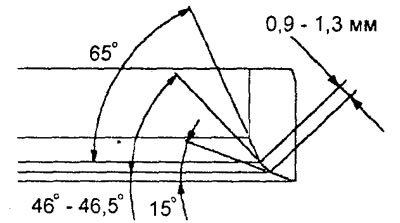
Мотор 4Г15-МПИ.
3. Након преобликовања седишта вентила, вентил и седиште вентила треба да се преклапају помоћу пасте за лепљење.
4. Проверите колико је избочина вретена вентила изнад површине главе цилиндра (погледајте одговарајућу ставку у параграфу "Провера вентила и седишта вентила").
Замена седишта вентила
Напомена: Замена седишта вентила се мора извршити на алатним машинама.
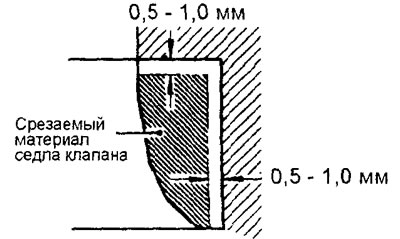
1. Машина (одрезати) заменљиво седиште вентила изнутра како би се смањила дебљина његових зидова. Затим уклоните седиште вентила.
2. Пробушите рупу у глави цилиндра да бисте уградили превелико седиште вентила (величина поправке).
3. Пре уградње седишта вентила, или загрејте главу цилиндра на приближно 250°Ц или охладите седиште вентила у течном азоту да бисте спречили механичка оштећења (хабање) рупе у глави цилиндра приликом уградње седишта.
4. Користите секач седишта вентила да обрадите седиште на потребну ширину контактне површине и угао нагиба како је наведено (види параграф "Обнова седишта вентила").
Замена водилице вентила
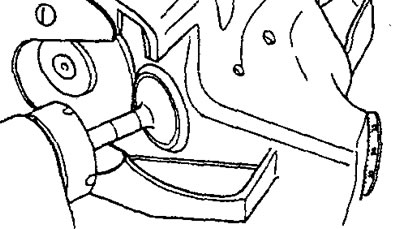
1. Помоћу специјалног алата и пресе истисните вођицу вентила у правцу површине заптивке главе цилиндра.
2. Пробушите рупу у глави цилиндра да бисте уградили вођицу вентила превелике величине (величина поправке).
Напомена: Немојте поново постављати вођицу вентила истог пречника након што пробушите рупу до превелике величине.
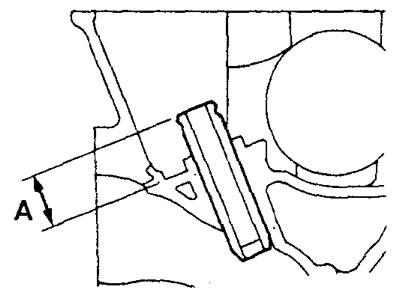
3. Притисните нову вођицу вентила са стране горње површине главе цилиндра тако да њено избочење од крајње стране до седишта опруге вентила буде једнако "А" (види слику).
Називна вредност "А":
- Мотори 4Г15 - 23,0 мм
- Мотор 4Г93-ГДИ - 19.0 мм
- Мотор 4Г93-МПИ - 14,0 мм
Белешка:
- Утиснути водеће чауре са стране горње површине главе цилиндра (са стране поклопца).
- Обратите пажњу на разлику у дужини вођица:
4Г15 мотори:
- за усисни вентил - 48,0 мм
- за издувни вентил - 55,0 мм
4Г93 мотори:
- за усисни вентил - 45,5 мм
- за издувни вентил - 50,5 мм
4. Након уградње водеће чауре, поставите нови вентил на њега и проверите да ли се вентил слободно креће, без везивања или прекомерног закретања.
5. Након замене вођице вентила, проверите образац контакта седишта вентила. У случају неправилног контакта, исправите седиште вентила (преклопни вентил и седиште вентила).
Поправка вентила
1. Избрусите вентил да бисте уклонили наслаге угљеника и огреботине.
2. Проверите да ли угао нагиба радне ивице одговара номиналној вредности.
пажња:
- Брушење вентила треба да буде минимално.
- Ако је дебљина диска вентила: након брушења мања од максимално дозвољене вредности, замените вентил.
- Након брушења, преклапајте вентил и седиште вентила да бисте обезбедили исправан образац контакта.
Лаппинг вентил до седишта
1. Равномерно нанесите танак слој пасте за лепљење на површину седишта вентила.
пажња:
- Не дозволите да паста за лепљење дође у контакт са вретеном вентила.
- Прво користите пасту средњег зрна (величина зрна 120 -150), а затим паста за фино млевење (гранулација преко 200). - Да бисте равномерно нанели пасту за лепљење, користите мешавину пасте за лајпање са малом количином моторног уља.

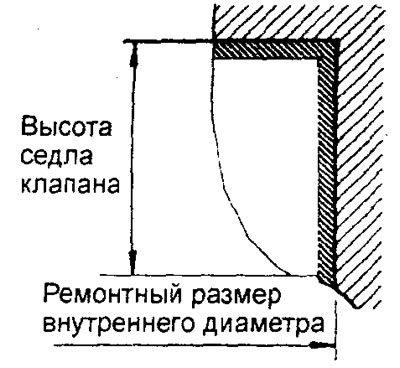
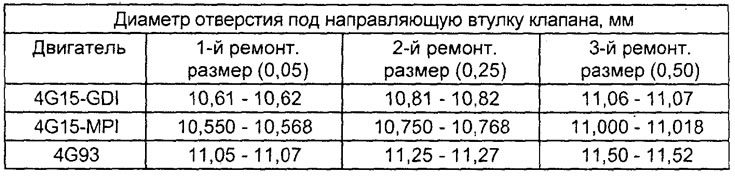
Сто. Димензије поправке (унутрашњи пречници) рупе за вођење вентила.
Сто. Димензије поправке (пречника) рупе за седиште вентила.
2. Ударите вентил о седиште неколико пута, мало окрећући вентил специјалним алатом.

3. Испрати пасту за лапирање керозином.
4. Нанесите лагани слој моторног уља на контактну површину седишта вентила.
5. Проверите контакт седишта вентила. Поправите или замените седиште вентила ако је потребно.
Скупштина
Уградња детаља се врши по редоследу, враћање на уклањање.
Приликом уградње делова обратите пажњу на следеће радње.
Напомена: Нанесите моторно уље на све покретне делове пре уградње.
1. Постављање заптивке стабла вентила.
А) Уградите седиште опруге вентила.
б) Користећи посебан трн, поставите заптивку стабла вентила на вођицу вентила.
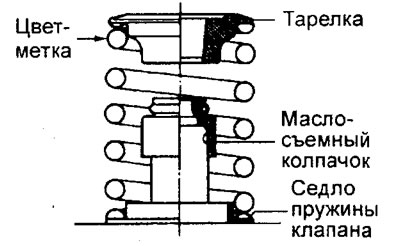
Напомена: за мотор 4Г15-ГДИ, немојте збунити локације уградње заптивки стабла вентила за усисне и издувне вентиле, заптивке стабла вентила се разликују по ознакама у боји:
Ознака симбола на капици:
- улазни вентил бр
- издувни вентил - СД
Боја тела капе:
- усисни вентил - сив
- издувни вентил - сиво-зелени

пажња:
- Неправилна уградња заптивке вентила доводи до повећаног протока уља кроз вођицу вентила.
- Не постављајте заптивку стабла вентила која је коришћена.
ГДИ мотор
МПИ механизам
2. Уградња вентила, вентилске опруге и крекера.
А) Подмажите вретено вентила моторним уљем и уметните га у водећу чауру. Проверите слободу кретања вентила.
Пажња: немојте примењивати силу када пролазите вретено вентила кроз заптивку стабла вентила.
б) Поставите опругу вентила на место тако да се обојена идентификациона ознака налази у близини седишта опруге (горе).
В) Са извлакачем стисните опругу и уградите крекере у жлеб стабла вентила.
Пажња: ако је опруга превише сабијена, седиште опруге може наслонити на заптивку стабла вентила и оштетити га.
Г) Проверите да ли су крекери правилно постављени након уклањања извлакача.