
Опште информације
Модерни аутомобилски мотори користе једну од две врсте глава цилиндра: надземне вентиле (OHV) и са горњом брегастом осовином (OHC). Последњи тип се може поделити на подгрупу сензорског прекидача: са једном брегастом осовином изнад главе (SOHC, или само ОХЦ) и са две горње брегасте осовине (DOHC).
Тренутно се главе цилиндара израђују ливењем од легуре алуминијума, што може значајно смањити укупну погонску јединицу уз задржавање виталних својстава као што су поузданост и расипање топлоте.
Поштено ради, треба напоменути да је поред алуминијума у производњи глава цилиндара, прилично распрострањено и традиционално ливено гвожђе. Без обзира на материјал, све главе су опремљене седиштима вентила. Неке главе имају два вентила по цилиндру, иако је у скорије време конфигурација са више вентила постала чешћа, где сваки цилиндар може бити опремљен са три, четири или чак пет вентила. Фино механичко брушење радних ивица плоча до седишта обезбеђује непропусност комора за сагоревање у затвореном положају вентила. Употреба водећих чаура осигурава јединственост повратног кретања вентила и поравнање ових других у односу на седишта. С обзиром на горе наведено, зазор стабла вентила у чаури за навођење добија критичну вредност. Прекомерни зазори обично повећавају потрошњу моторног уља, може доћи до губитака вакуума и већа је вероватноћа оштећења седишта вентила. Превише чврсто приањање вентила у водећим чаурама је преплављено њиховим грицкањем, што доводи до неизбежног смањења снаге коју развија агрегат и повећаног ризика од заглављивања мотора. Поред водећих чаура, вентили су такође обавезно опремљени опругама које обезбеђују неопходну чврстоћу притискања плоча на седишта и враћају их у затворени положај након што су присиљени да се отворе под утицајем силе коју развија ексцентрик брегасте осовине. цамс (ов). За причвршћивање опруга на стабљике вентила користе се посебне плоче и дводелне браве (крекери). У главама направљеним од легуре алуминијума, на опругама вентила су постављене посебне подлошке за подешавање које штите потоње од брисања.
У идеалном случају, током престонице (ресторативни) поправка главе цилиндра, сви вентили морају бити замењени заједно са опругама и чаурама за навођење. Међутим, у зависности од стања мотора који се сервисира, одређеног првенствено савесношћу власника возила, ова замена можда неће бити потребна. Главни узрок превременог хабања компоненти вентила је погрешно подешавање подешавања мотора. Дакле, продужени рад јединице на поново обогаћеној мешавини ваздух-гориво често доводи до испирања уља из водећих чаура бензином. Прекомерно исцрпљивање смеше доводи до прекомерног повећања температуре њеног сагоревања, што доводи до сагоревања плоча вентила и њихових седишта. Животни век опруга вентила је директно повезан са стилом вожње својственим возачу возила - чести пренабрзи мотора неминовно доводе до бржег квара опруга.
Нажалост, није могуће потпуно спречити хабање унутрашњих компоненти главе цилиндра. Међутим, благовремено обнављање са пажљивим брушењем вентила омогућиће власнику возила да смањи материјалне трошкове продужавањем века главе цилиндра.
Треба напоменути да ако само појединачни вентили изгоре, било би разумно заменити цео њихов сет. Ова изјава важи и за друге компоненте механизма вентила.
Колико год то било непријатно, могуће је утврдити стање унутрашњих компоненти главе цилиндра тек након његовог претходног растављања. Опис поступка демонтаже главе цилиндара на моделима аутомобила марке Митсубисхи који се разматрају у овој Управи дат је у наставку у овом одељку.
Чишћење
1. Темељно чишћење главе цилиндра и компоненти система вентила, праћено детаљним прегледом њиховог стања, помоћи ће да се одреди приближна количина рестаурације која треба да се уради.
Белешка. Озбиљно прегревање мотора може довести до деформације главе цилиндра и кршења равности његових спојних површина.
2. Састругати све трагове старог материјала заптивке и заптивача са спојних равни главе цилиндра, усисног и издувног разводника, - покушајте да не оштетите површине. Употреба специјалног омекшивача, који треба претходно натопити прилепљеним наслагама, умногоме ће олакшати рад - питајте у продавницама ауто-аксесоара.
3. Уклоните све трагове каменца са зидова водених канала.
4. Чврстом жичаном четком темељно очистите све доступне шупљине и отворе. У случају тешке контаминације канала, чишћење главе треба поверити специјалистима.
5. Сваки од отвора за завртње "Протерајте" славином одговарајуће величине, уклањајући продукте корозије са навоја, трагове старог заптивача и враћајући оштећене завоје. Ако имате приступ извору компримованог ваздуха, издувајте рупе да бисте уклонили струготине и ситне остатке.
Не заборавите да носите заштитне наочаре када користите компримовани ваздух!
6. Користите жичану четку за чишћење навоја усисног и издувног разводника.
7. Оперите главу растварачем и добро осушите. Употреба компримованог ваздуха ће значајно смањити време сушења и гарантовати квалитет чишћења тешко доступних шупљина и рупа.
Белешка. Различите врсте композиција за уклањање трагова чађи, које у великој мери олакшавају процедуру чишћења, могу се купити у многим продавницама ауто-аксесоара. Запамтите да су ове врсте производа обично хемијски агресивне и да се морају користити уз одговарајуће мере предострожности - стриктно пратите упутства произвођача, која се обично налазе на етикети контејнера.
8. Оперите подизаче вентила растварачем, а затим их добро осушите. Употреба компримованог ваздуха ће у великој мери олакшати процедуру (не заборавите да носите заштитне наочаре).
Белешка. Гураче опремљене хидрауличним коректорима треба преклопити наопако у уљном купатилу. Запамтите да током монтаже све компоненте морају бити постављене стриктно на оригинална места.
9. Оперите у растварачу и добро осушите опруге вентила, њихове плоче, седишта и сплит лоцк крекере - покушајте да не мешате компоненте.
10. Састругати већину наслага насталих на површинама вентила, затим жичаном млазницом у електричну бушилицу, на крају очистити површине вретена и плоча вентила - пазити да вентили нису помешани.
Демонтажа
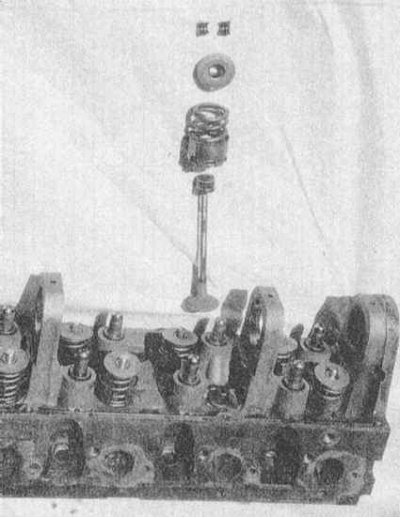
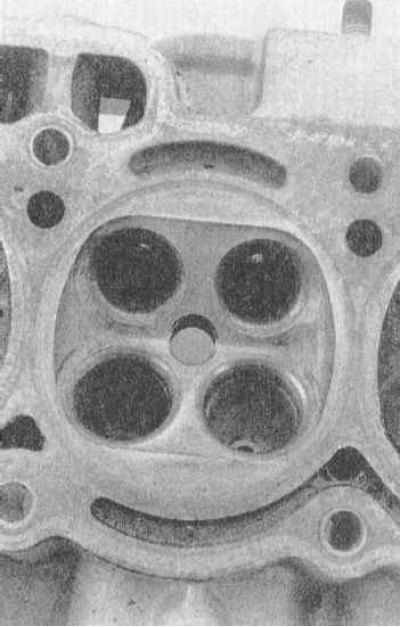
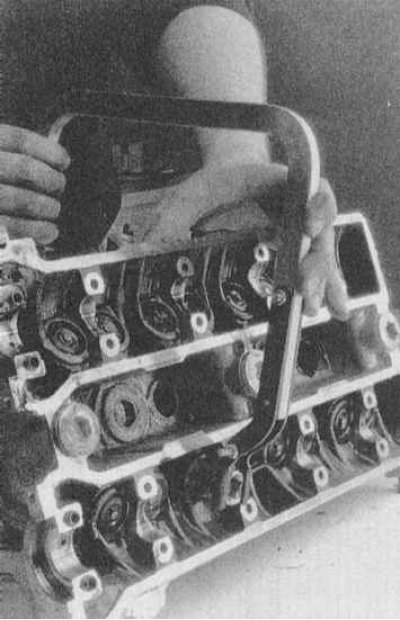
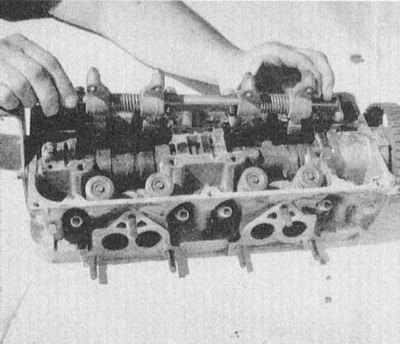
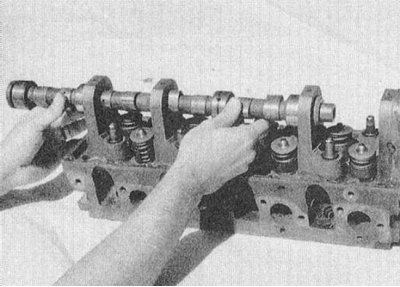
Дизајн главе цилиндра који се користи на одређеном мотору (SOHC или DOHC) нема суштински утицај на поступак демонтаже компоненти погонског механизма вентила. Примери изгледа глава цилиндра приказани су на илустрацијама. Треба само напоменути да приликом растављања DOHC главе посебну пажњу треба обратити на темељитост означавања свих уклоњених компоненти - компоненте погона усисног вентила не треба мешати са компонентама издувних гасова током монтаже ако се број цилиндра поклапа и скоро апсолутни спољашњи идентитет. Као правило приликом обележавања делова, запамтите да се усисно брегасто вратило са припадајућим компонентама налази на страни усисне цеви, а издувни на страни издувног колектора.
 |  |
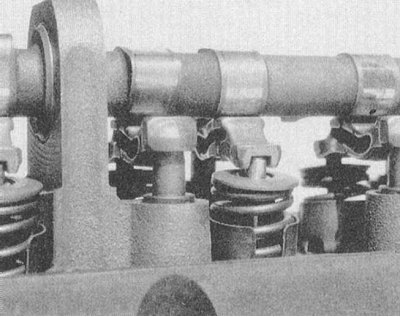
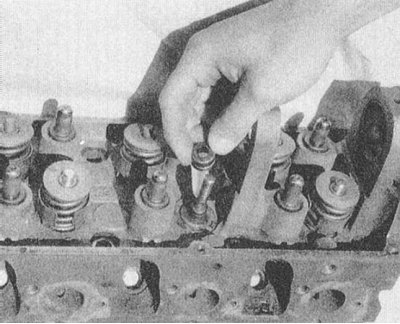
Штампача са толкателями чашечного типа
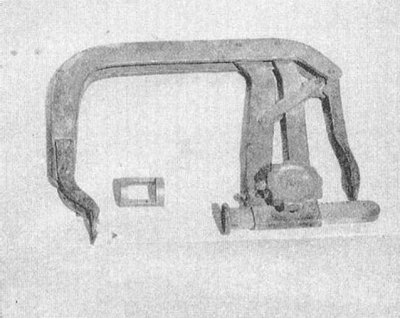
1. Већина глава цилиндара користи тапке у облику чаше у механизму за активирање вентила. Крекери опружне браве са подељеним вентилом постављени су са овим дизајном унутар потисне утичнице. Да бисте раставили ову врсту главе, биће вам потребан компресор опруге вентила са стезаљкама, алат за уклањање опруге вентила и мали магнет да бисте уклонили дељиве браве.
2. Ако то већ нисте урадили, уклоните брегасту осовину са главе цилиндра (с) и/или подизачи вентила.
Белешка. Ставите уклоњене компоненте у јасно означене пластичне кесе. Означавање треба да гарантује могућност уградње компоненти током монтаже стриктно на оригинална места.
3. Окрените главу тако да се на њу могу уградити стезаљке за сабијање опруга вентила - обично се глава полаже хоризонтално са површином заптивке ка перону и вентил опруге од ње.
4. Стављајући трн за извлачење опруге у утичницу потискача, стисните опругу.
5. Помагајући себи одвијачем, малим магнетом уклоните клеке са подељеним бравама са његовог седишта.
6. Отпустите стезаљку и уклоните опругу вентила.
7. Уклоните вентил са главе цилиндра. Ако је у опреми, уклоните уљну заптивку.
Белешка. Доступни су специјални алати за уклањање уљних заптивки. Алтернативно, можете користити обичне иглене клешта за нос - покушајте да не оштетите зидове потисне утичнице, што је преплављено смањењем адекватности пријањања последњег.
8. Са одговарајућом конфигурацијом, уклоните подлошку за подешавање са опруге - поново користите магнет или одвијач.
9. На исти начин уклоните преостале компоненте вентила. Запамтите да све компоненте треба ставити у јасно означене контејнере или вреће.
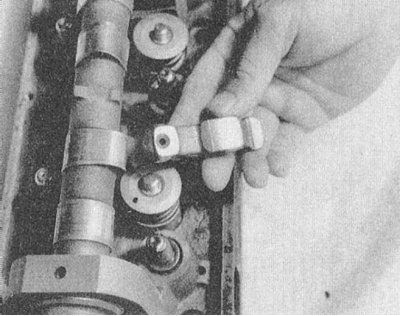
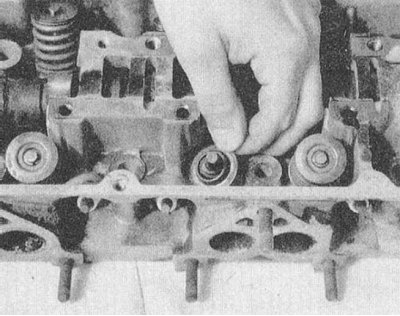
Главе са потискивачима типа полуге
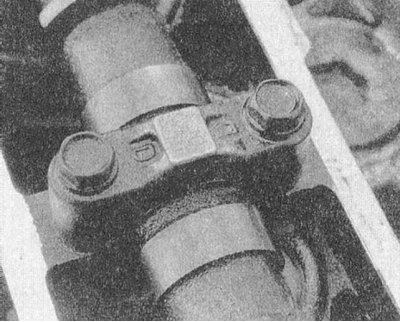
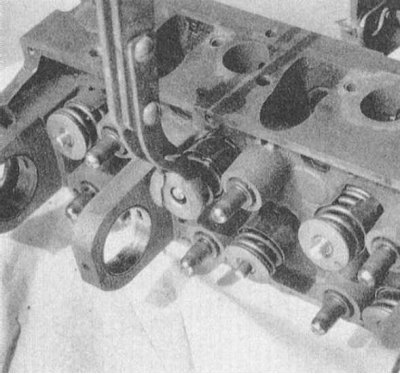
1. За сабијање опруга вентила на главама овог типа обично се користи специјални алат стандардног типа. Међутим, на неким моделима можда неће бити довољно слободног простора за инсталирање таквог алата - у таквим случајевима требало би да користите горе описани алат типа стезаљке.
2. Ако то већ није урађено, уклоните компоненте вентила (полуге за активирање вентила или клацкалице са сопственим осовинама) и уклоните брегасту осовину (с). Ако су у опреми, уклоните и регулаторе зазора хидрауличног вентила.
Белешка. Све уклоњиве компоненте треба организовано пресавијати, обраћајући посебну пажњу на јасноћу ознака - приликом склапања морају бити постављене стриктно на оригинална места!
 |  |
 |  |
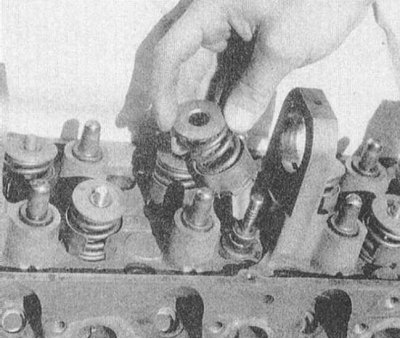
3. Окрените главу тако да има слободног простора за уградњу алата за компресију опруге вентила.
4. Након покретања алата, стисните опругу првог вентила, потпуно испразните његову плочу.
Белешка. Због развоја стварања чађи, плоча се може "залепити" за крекере подељене браве и да бисте је ослободили, мораћете да је лагано ударите чекићем.
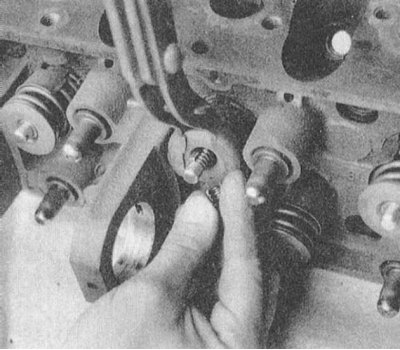
5. Употријебите мали магнет да бисте уклонили раздвојене држаче за закључавање из жлеба на вретену вентила.
6. Ослободите алат и уклоните клин и опругу са вретена вентила.
7. Ако је у опреми, уклоните уљну заптивку.
Белешка. Обично је лакше уклонити уљну заптивку са вентила уклоњеног са мотора (види доле).
8. Окрените главу тако да се вентил може уклонити са ње.
9. Уклоните вентил са главе цилиндра.
Белешка. Ако је потребно, претходно обрадите ивице жлеба за уградњу крекера и крај дршке вентила турпијом са финим зупцима.
10. Ако је у опреми, уклоните подлошку за подешавање опруге вентила - користите магнет или шрафцигер.
11. На исти начин уклоните преостале вентиле са главе. Запамтите да све компоненте треба ставити у јасно означене контејнере или вреће.
Провера статуса компоненти
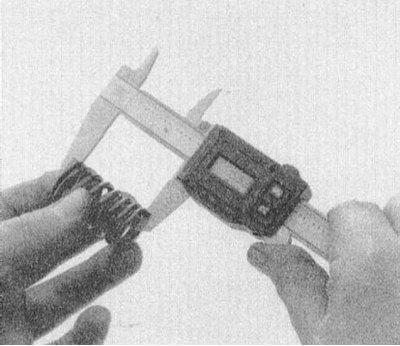
Након темељног прања и сушења компоненти механизма вентила уклоњених са главе, можете почети да проверавате њихово стање. Биће потребна нека контролна мерења, за која ће вам требати микрометар са ширином чељусти од 0 ÷ 25 мм, - за мерење пречника вретена вентила, мерач клипа / телескопски мерач отвора, - за мерење унутрашњег пречника чаура за вођење, чељусти и специјалног алата за процену степена слијегања и правилног поравнања опруга вентила. У недостатку наведених алата при руци, проверу стања компоненти треба поверити стручњацима аутосервиса.
Вентили
1. Проверите да ли су удубљења дискова вентила напрслина, шупљина и знакова прекомерног хабања. Трагови горења се најлакше откривају при прегледу цилиндричног дела (појас) посуђе. Појас мора бити присутан на плочи без грешке и имати исту ширину по целом ободу вентила. Заокруживање или топљење ивица појаса указује на прегоревање вентила. Такође треба проценити степен неравнотеће крајње површине диска - ако постоји прекомерна деформација у његовом централном делу, вентил се мора заменити (По могућности са другима).
2. Затим треба да проверите стање дршке вентила, - пажљиво прегледајте његову крајњу страну и ивице жлеба за уградњу деблокирања, - уверите се да нема неравнина или избочина (посебно ако сте, приликом уклањања вентила, морали да прибегнете обради ових подручја турпијом). Крај вретена вентила мора бити апсолутно раван, док се извесно заокруживање увек дешава са значајном километражом јединице. Ако је потребно, вратите равност крајњег дела окретањем вентила.
3. Окрените вретено вентила на равну површину (као такво може послужити прозорско стакло), проверите да ли има знакова савијања.
4. На крају, измерите микрометром пречник вретена вентила на неколико тачака. Упоредите резултате мерења једни са другима - штап мора имати уједначену дебљину дуж целе дужине. Ако минимална толеранција пречника вретена вентила није наведена у спецификацијама, као смерницу треба узети вредност од 0,025 мм.
5. Неисправни или претерани вентили морају бити замењени (По могућности са другима).
Опруге вентила, њихови држачи и сплит лоцк црацкерс
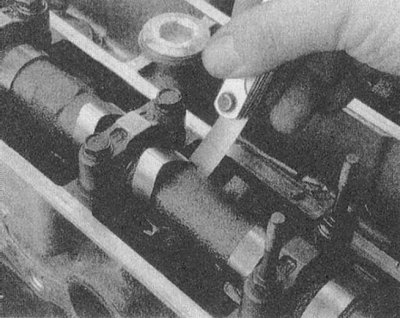
1. Пре свега, проверите опруге вентила на пукотине, струготине и друга механичка оштећења. Затим треба да измерите слободну дужину опруга - покушајте да не збуните опруге усисног вентила са издувним опругама. Упоредите резултате мерења са захтевима Спецификација.
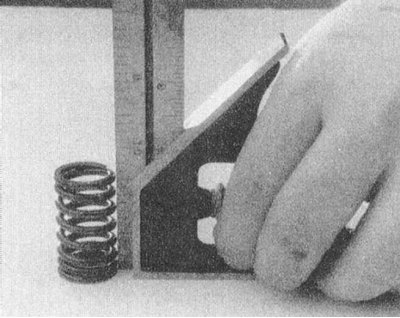
2. Користећи лењир и столарски угао, процените адекватност обрезивања сваке опруге.
3. Ако имате при руци посебан уређај, проверите силу коју развијају опруге. Упоредите резултате мерења са захтевима Спецификација.
4. Опуштене, неисправне и прекомерно истрошене опруге морају се заменити (пожељно као цео сет).
5. Плоче опруге ретко треба да се замене, међутим, процените стање њихових радних површина у контакту са опругом и сплит лоцк црацкерс. Ако постоје знаци деформације или пукотина, замените.
6. Проценити степен истрошености унутрашњих и спољашњих радних површина сплит лоцк крекера. Ако је потребно, крекери се замењују заједно са њиховим вентилом.
Глава цилиндра
Приликом прегледа главе цилиндра посебну пажњу треба обратити на стање чахура водича и седишта вентила. Такође треба да проверите одливање главе да ли има пукотина и других механичких оштећења и процените степен неравнотеће површина које се спајају.
Водилице вентила
1. Након што се уверимо да је стање вентила у добром стању, степен истрошености чаура водилице треба проценити према величини зазора у којима се стабљика вентила уклапа у њих.
Белешка. У сваком случају, пожељно је заменити вентиле.
2. Пре почетка мерења, пажљиво прегледајте водеће чауре да ли постоје пукотине, огреботине, неравнине и друга механичка оштећења. Када користите уклоњиве чауре (на свим главама од легуре алуминијума) процените чврстоћу њиховог пристајања - присуство било каквог лабавости је неприхватљиво. Све чауре морају да вире на исту висину (рачунајући од опружних седишта).
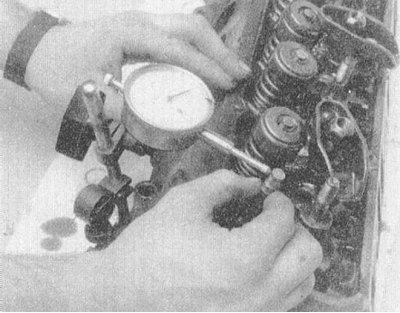
3. Причврстите мерач типа клипа на страну опруге главе цилиндра. Лагано подмажите вретено вентила и навуците га на место. Чврсто притисните клип мерача на бочну површину вретена вентила у области дршке и нулирајте инструмент. Повуците вентил са једне на другу страну у чаури за навођење и очитајте очитавање мерача - запишите резултат. Окрените мерач за 90°од првобитног положаја и поново тестирајте. Упоређујући резултате мерења једни са другима, процените овалност водеће чауре. Такође упоредите резултате оба мерења са захтевима Спецификација.
Белешка. За мерење унутрашњег пречника вођица вентила доступни су специјални телескопски мерачи отвора - када користите овај тип инструмента, упоредите резултате мерења са стандардним захтевима датим у спецификацијама.
4. Истрошене или оштећене вођице морају се заменити или поново окренути.
Седишта вентила
1. Извршите визуелну инспекцију седишта вентила. Обратите пажњу на присуство пукотина, шупљина и трагова изгарања. Процијените дубину сједишта у глави на око - прекомјерно продирање указује на хабање компоненти. Ако се пронађу пукотине, седишта се морају заменити.
2. Ако имате при руци посебан алат, проверите да ли су седишта знакова овалности. Упоредите резултате мерења са захтевима Спецификације, ако је потребно, направите жлеб.
Белешка. У недостатку стандардних вредности, треба узети у обзир максималну дозвољену овалност од 0,051 мм.
Процена равности главе
1. Темељно очистите спојне површине главе цилиндра, потпуно уклањајући са њих све трагове старог материјала заптивке.
2. Равност се проверава помоћу специјалног мерача и мерача типа сечива. Мерење се врши дуж ДП главе и дуж обе дијагонале површине парења.
Белешка. Челични лењир постављен на ивицу може се користити као мерач равности.
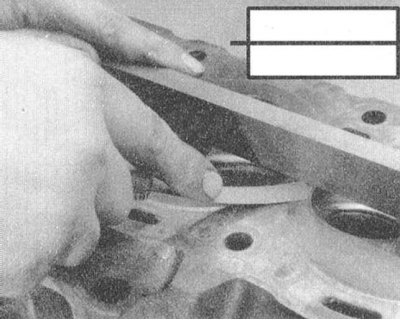 | 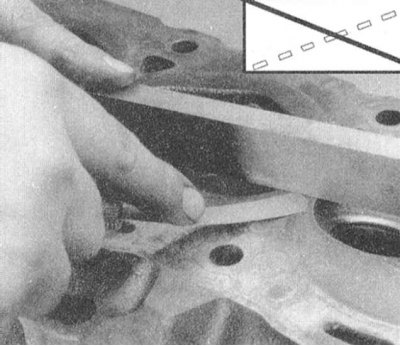 |
3. Ако количина равности прелази 0,076 мм на дужини од 15,2 мм (или 0,152 мм за пуну дужину површине за спајање), глава цилиндра је подложна окретању.
Белешка. Након окретања глава цилиндра мотора у облику слова В, прирубница за слетање улазног цевовода такође треба да се обради на одговарајући начин како би се надокнадиле промене у положају спојних површина.
Провера стања одливака за главу
1. Обично се пукотине у одливу главе појављују у пределу комора за сагоревање, међутим, могућност њиховог формирања је могућа и у близини отвора за свеће, седишта вентила и лежајних површина полуга погона вентила.
2. Посебну пажњу треба обратити на проверу стања изливања у области излазних отвора.
3. Треба имати на уму да визуелни преглед не открива скривене недостатке ливења. Много детаљнија слика структуре тела главе може се добити током детекције мана применом метода магнетне резонанце (Magnaflux®), - за главе од ливеног гвожђа, или са употребом флуоресцентних једињења (Ziglo®), - за главе од легуре. Ове врсте провера се увек могу извршити уз веома разумну накнаду на сервисним станицама.
4. Глава са механичким оштећењем мора бити замењена.
Брегасте осовине и подизачи вентила
За опис поступака за проверу стања брегастих вратила и компоненти погонског механизма вентила, погледајте одељак Уклањање и уградња брегастих вратила и подизача вентила.
Методе опоравка компоненти
Већину поступака рестаурације треба обавити у аутосервисној радионици.
Лаппинг вентила
Белешка. Лапирање вентила се врши последње, након што се провери стање свих компоненти главе и изврши њихова неопходна реконструкција/замена.
1. Ако се вентили утврди да су погодни за даљу употребу, потребно је окренути крајње површине њихових дршки и избрусити радне ивице до њихових седишта.
Белешка. Нови вентили су такође подложни лаппингу, након чега постају чврсто причвршћени за своја седишта.
2. Окрените главу цилиндра наопако.
3. Лагано подмажите стабљике вентила и навуците их на њихова редовна места у глави.
4. Подигните вентил са седишта и нанесите мало посебне пасте за лепљење на седиште вентила.
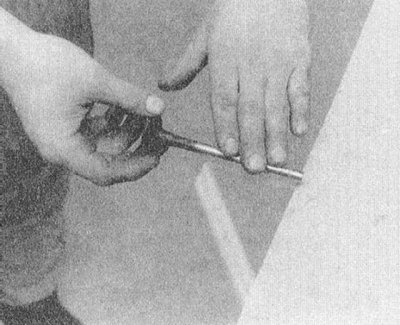
5. Лагано навлажите усисну чашу држача за преклапање и причврстите држач за преклапање на равну страну диска вентила.
6. Окрените ручицу алата између дланова и почните да притискате вентил уз седиште. Покушајте да чешће пресретнете ручицу док благо мењате положај вентила у односу на седиште како бисте избегли стварање жлебова.
7. Наставите са преклапањем све док се на радној површини седла исте ширине по целом периметру не формира равномеран прстен загасито сиве боје.
8. Одвојите актуатор и наставите са млевењем у следећем вентилу.
9. На крају, обавезно темељно обришите компоненте, уклањајући све трагове пасте за лепљење и абразива са њихове површине.
Опруге, плоче и крекери сплит брава
10. Компоненте наведене у наслову пододељка не подлежу обнављању и, у случају квара, морају се заменити.
Водилице вентила
1. Постоје само две врсте чаура које се користе у аутомобилским моторима: уклоњиве (користи се у главама од лаких легура) и уграђени (користе се главе од ливеног гвожђа).
Белешка. Главе од ливеног гвожђа су понекад опремљене и чаурама које се могу уклонити.
2. Рестаурација истрошених водичних чаура може се извршити на један од четири начина: нарезивање; уградња уметака; досађивање и замена.
3. Током нарезивања, метал дела се деформише, што доводи до смањења зазора. Истовремено се враћа центрирање чауре. Нарезивање је најједноставнији и најјефтинији начин обнављања водећих чаура, али захтева посебну базу алата и доводи до значајног смањења века трајања рестаурираног дела.
4. Бронзани уметак се може уградити у истрошену водећу чауру након што је претходно пробушен. Доступни су уметци са навојем, - за њихову уградњу, рукав се прво мора исећи славином одговарајуће величине. Алтернативно, могу се уградити танкозидне чауре подељеног типа - оне су увучене у избушену чахуру, након чега се специјалним алатом разбуктају и обрађују до жељене величине.
5. Ефикасан начин, посебно при рестаурацији уграђених чаура, је провртање за веће вентиле. Бушење се врши помоћу специјалног упуштача у опсегу од 0,076 до 0,762 мм (најчешће - 0,381 мм). Неопходно је купити вентиле за поправку одговарајуће величине.
6. За замену чаура уграђеног типа, морају се избушити из главе. Затим се гнезда избуше до потребне величине и у њих се утисну чауре за поправку. Слетање нових чаура се врши уз помоћ чекића и степенастог заношења. Приликом уградње поправних чаура, посебну пажњу треба обратити на њихово центрирање у односу на седишта вентила. Висина слетања нове чауре такође мора стриктно одговарати оригиналној - не заборавите да је измерите пре уклањања старих чаура. Старе чахуре се такође избијају из главе чекићем и заносом. Пре уградње ремонтних чаура потребно је утврдити да ли треба да заптиве водени омотач главе или не - ако јесте, потребно је користити одговарајући заптивач, у супротном чахуру и зидове пријемне утичнице треба подмазати монтажном машћу. пре слетања. Чауре су постављене у главу са стране на којој су постављене опруге вентила.
Белешка. Употреба сета технолошких подложака ће помоћи у контроли дубине налегања чаура.
Седишта вентила
Белешка. Окретање седишта вентила треба да се врши само након што су подешавања чауре за вођицу усклађена са захтевима Спецификација.
Након замене водећих чаура, седишта вентила морају бити обрађена без грешке!
1. Ако су седишта вентила у задовољавајућем стању, онда након преклапања вентила (види горе) можете започети састављање главе цилиндра (види доле).
2. Обнова истрошених или оштећених седла мора се извршити у аутосервисној радионици. Приликом окретања седишта, посебна пажња се посвећује њиховом центрирању у односу на вођице вентила.
Утор главе цилиндра
Приликом рестаурације јако деформисане главе, лежајеви брегасте осовине такође морају бити подвргнути жлебу за центрирање (ов). Непоштовање овог захтева је преплављено озбиљним унутрашњим оштећењем мотора када покушавате да га покренете!
1. У случају посебно јаке деформације спојних површина, глава се мора заменити.
2. Окретање спојних површина главе (ако то постане неопходно) мора се извршити у аутосервисној радионици.
Белешка. Приликом уклањања тока жлеба са површина главе металног слоја, морају се поштовати регулаторни захтеви за геометријске параметре.
3. Након враћања главе са посла, мора се поново добро очистити (види горе).
Заптивање пукотина у глави за ливење
У неким случајевима, напукнута глава цилиндра се може поправити. Навојни уметци се постављају дуж пукотине у глави од ливеног гвожђа. Приликом рестаурације глава од легуре, заваривање је ефикасније, иако је употреба уметака са навојем такође прихватљива. Неки недостаци се могу елиминисати само употребом лемљења или заваривања - обратите се специјалисту аутосервиса за савет.
Скупштина
Пре свега, потребно је припремити радно место, обраћајући посебну пажњу на чистоћу површина и доступност довољно слободног простора. Водите рачуна о опремању места за складиштење компоненти које ћете инсталирати. Сви делови који се инсталирају такође морају бити добро очишћени и осушени.
Штампача са толкателями чашечного типа
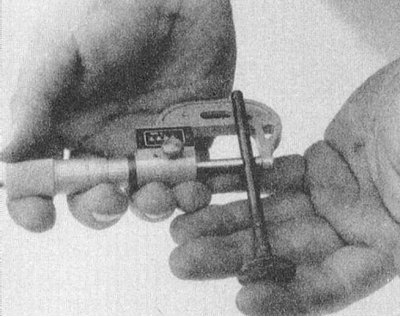
1. Да бисте уградили компоненте вентила за уградњу на ову врсту главе, биће вам потребан мали шрафцигер, опружна обујмица вентила са трном, мало беле масти (циатима) и пуно стрпљења.
2. Лагано подмажите стабљике вентила и поставите их на њихова редовна места у глави цилиндра.
3. Код одговарајућег комплета успоставити где следи подешавање подложака опруга вентила.
4. Инсталирајте нове уљне заптивке (ако је предвиђено пројектом). Ако поклопац лежи на чахури за вођицу, прво лагано подмажите спољну површину ове друге. Ако се уместо поклопца користи о-прстен, он се уграђује након што је опруга вентила стиснута, али пре него што се деблокирани бравици налегну на вретено вентила.
5. Ставите опругу и њену плочу на вретено вентила.
6. Инсталирајте трн и стисните опругу специјалном стезаљком.
7. Рад са одвијачем попут лопатице, напуните кривине подељених кључева за закључавање машћу, то ће помоћи да се кључеви привремено причврсте на вретену вентила пре отпуштања опруге.
8. Подизање шрафцигером (поново нанесите лубрикант), ставите крекере на њихова редовна места на стаблу вентила, чврсто их притискајући на површину последњег.
9. Полако отпустите стезаљку која сабија опругу вентила - уверите се да крекери не испадну - и уклоните је из мотора.
10. На исти начин уградите компоненте на преостале вентиле.
11. Инсталирајте славине, брегасто вратило (с) (не заборавите да проверите зазоре вентила) и друге компоненте уклоњене током демонтаже.
Главе са потискивачима типа полуге
1. Лагано подмажите вретене вентила и поставите их на њихова редовна места у глави цилиндра.
2. Код одговарајућег комплета поставити где следи подешавање подложака опруга вентила.
3. Инсталирајте нове уљне заптивке (ако је предвиђено пројектом). Ако поклопац лежи на чахури за вођицу, прво лагано подмажите спољну површину ове друге. Ако се уместо поклопца користи о-прстен, он се уграђује након што је опруга вентила стиснута, али пре него што се деблокирани бравици налегну на вретено вентила.
4. Ставите опругу и њену плочу на вретено вентила.
5. Помоћу специјалног алата стисните опругу вентила.
6. Ставите крекере подељене браве на вретено вентила.
7. Полако отпустите опругу вентила - уверите се да крекери не испадну из жлеба на вретену вентила.
8. Уклоните алат за компресију опруге са главе.
9. На исти начин уградите компоненте на преостале вентиле.
10. Уградите славине, брегасто вратило (с) (не заборавите да подесите зазоре вентила - погледајте поглавље Подешавања и текуће одржавање) и друге компоненте уклоњене током демонтаже.