
Димензије/ознака стандарда класе чврстоће (САЕ и УСС) вијци
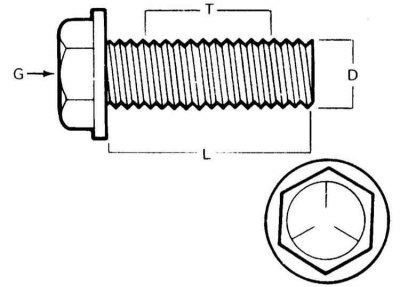
Г - Означавање класе чврстоће
Л - Дужина (У инчима)
Т - Корак навоја (број нити по инчу)
Д - Називни пречник (У инчима)
Димензије/ознака класе својства метричких вијака
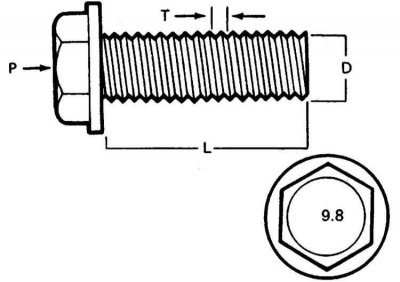
П - класа снаге
Л - Дужина (у мм)
Т - Корак навоја (растојање између суседних завоја у мм)
Д - Називни пречник (у мм)
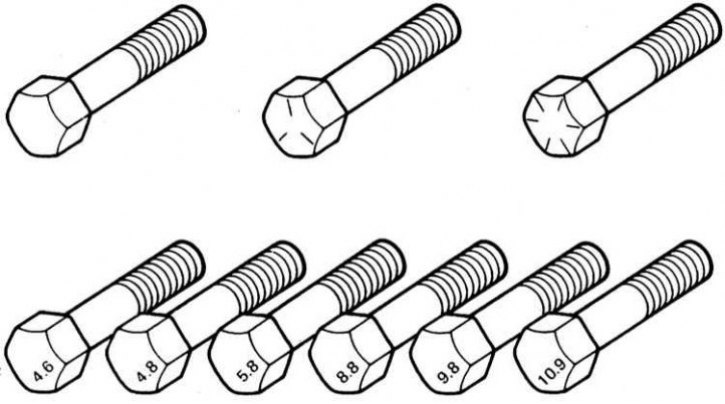
Ознака степена завртња (врх - стандардни / САЕ / УСС, доњи - метрички)
Ознака класе чврстоће за стандардне шестоугаоне навртке
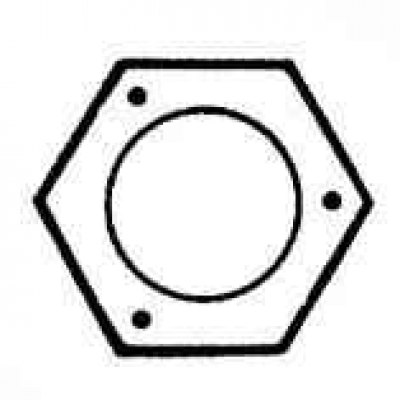
Класа снаге 5 | 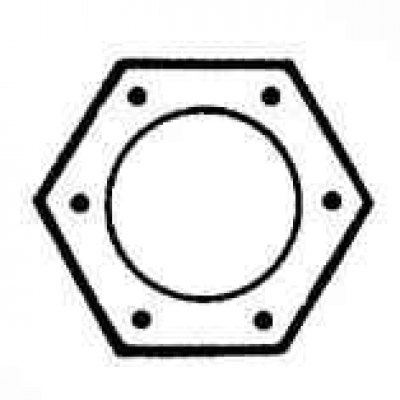
Класа снаге 8 |
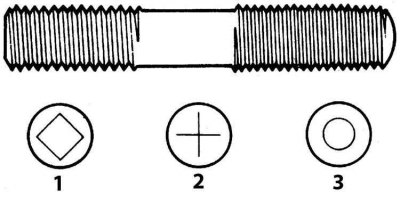
1 - Класа чврстоће 10.9
2 - Класа чврстоће 9.8
3 - Класа чврстоће 8.8
Ознака класе својстава за метричке шестоугаоне навртке
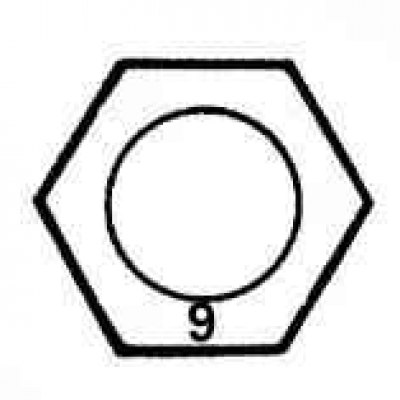
Класа снаге 9 | 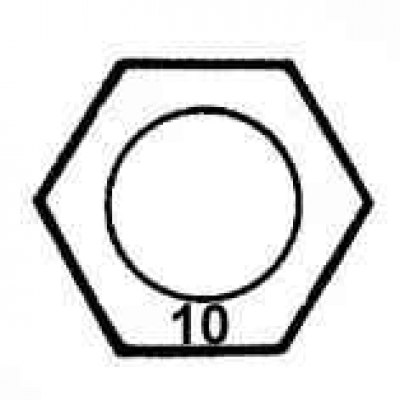
Класа снаге 10 |
Сервице Тецхнологи
Постоји неколико метода за обављање поступака одржавања и поправке возила, на које ће читалац наћи референце у тексту овог упутства. Праћење њих учиниће рад кућног механичара ефикаснијим, омогућиће најбољу организацију и квалитет различитих техничких процедура и биће кључ за темељно и потпуно обављање свих послова.
Причвршћивачи
Причвршћивачи су навртке, вијци, клинови и завртњи који се користе за спајање два или више делова заједно. Постоји неколико ствари које треба имати на уму када радите са причвршћивачима. У скоро сваком причвршћивачу користи се један или други тип уређаја за закључавање и закључавање. То могу бити подлошке за закључавање, контранавртке, заставице за закључавање или смеша за закључавање навоја. Сви причвршћивачи са навојем који се користе морају бити апсолутно чисти и равни, са неометаним навојем и незаобљеним угловима шестоугаоних глава на које се ставља кључ. Требало би да буде правило да се оштећене матице и вијци замене новим. Специјалне самоконструирајуће матице са уметцима од најлона или влакана не могу се поново користити, јер губе своја својства закључавања када се отпусте и увек се морају заменити новим током монтаже.
Зарђали вијци и навртке морају се третирати посебним средством за продор пре отпуштања и како би се избегла оштећења. Многи механичари радије користе терпентин за ову сврху, који се погодно наноси из посебног малог канистера са дугим изливом. Након влажења "лепљивог" причвршћивача пенетрирајућом масом, пре него што наставите са његовим ослобађањем, оксидовани контактни слој треба темељно импрегнирати масом неколико минута. Јако зарђали причвршћивачи могу се исећи длетом, исећи ножном тестером или уклонити помоћу посебног кључа.
Приликом одсецања главе завртња или ломљења клина на склопу, остатак дела са навојем може се избушити или уклонити помоћу специјалног алата. Већина радионица може да преузме ово као и друге (нпр. поправка огољених навоја у навојним рупама), процедуре поправке.
Равне подлошке и закључане подлошке морају се увек поново монтирати истим редоследом и на исти начин као и раније приликом поновног састављања. Оштећене подлошке увек замените новим. Између подлошке и мекане металне површине (на пример алуминијум), танак лим или пластику, увек треба уградити равне подлошке.
Димензије причвршћивача
Из много разлога, произвођачи аутомобила све више усвајају метричке причвршћиваче. Међутим, важно је знати разлику између стандарда који се понекад користи (такође се назива амерички или САЕ стандард) и универзалнији у систему мера са метричким причвршћивачима, пошто, упркос спољној сличности, нису заменљиви.
Сви завртњи, стандардни и метрички, класификовани су по пречнику, нагибу навоја и дужини. На пример, стандардни вијак 1/2 - 13 к 1 је пола инча у пречнику, 13 навоја по инчу и дугачак 1 инч. Метрички вијак М12 - 1,75 к 25 има пречник 12 мм, корак навоја 1,75 мм (растојање између суседних окрета) и дужине 25 мм. Оба завртња су споља скоро идентична, али нису заменљива.
Поред наведених карактеристика, и метрички и стандардни завртњи могу се идентификовати гледањем у главу. За почетак, размак између равнина главе метричког завртња се мери у мм, док је код стандардног завртња у инчима (исто важи и за орахе). Као последица тога, стандардни кључ није погодан за употребу са метричким причвршћивачима, и обрнуто. Поред тога, главе већине стандардних вијака обично имају радијалне зарезе који одређују максимални дозвољени момент затезања завртња (степен јачине). Што је више зареза, већа је дозвољена сила (на аутомобилима се обично користе завртњи са степеном чврстоће од 0 до 5). Класа чврстоће метричких вијака одређена је нумеричким кодом. Кодни бројеви су обично изливени, као и код стандардних, на глави вијка (на возилима се обично користе завртњи класе чврстоће 8.8, 9.8 и 10.9).
Такође, према ознакама класе чврстоће, стандардне матице се могу разликовати од метричких. За идентификацију чврстоће стандардних навртки користе се тачкасте ознаке, утиснуте на једну од крајњих површина навртке, док се обележавање метричких навртки поново врши бројевима. Што је већи број тачака, или што је већа вредност дигиталног кода, већи је дозвољени момент затезања матице.
Крајеви метричких клинова су такође означени према њиховој класи чврстоће. Велики клинови су означени дигиталним кодом, док су мањи означени у облику геометријске фигуре.
Треба напоменути да значајан део причвршћивача, посебно класе чврстоће од 0 до 2, уопште није означен. У овом случају, једини начин да се разликује стандардни причвршћивач од метричког је да се измери корак навоја или упореди навој са јединствено идентификованим.
Стандардни затварачи се такође често називају САЕ затварачима, за разлику од метричких затварача, међутим, треба имати на уму да само мали затварачи потпадају под САЕ класификацију. Велики причвршћивачи са неметричким навојем су амерички стандардни причвршћивачи (USS).
Пошто причвршћивачи исте геометријске величине (и стандардне и метричке) могу имати различите класе чврстоће, приликом замене вијака, матица и клинова на аутомобилу, треба обратити пажњу на усаглашеност класе чврстоће новог причвршћивача који се уграђује са класом чврстоће старог.
Поступак и поступак затезања навојних спојева
Затезање већине навојних спојева треба да се врши силама које су одређене према захтевима Спецификација датим на почетку сваког поглавља овог упутства (сила затезања причвршћивача подразумева се као обртни момент који се на њега примењује приликом затезања). У наставку, сила затезања ће се такође називати моментом затезања причвршћивача. Претерано затезање причвршћивача може нарушити интегритет причвршћивача, док недовољно затезање доводи до несигурног повезивања компоненти које се спајају. Завртњи, завртњи и завртњи, у зависности од материјала од којег су направљени и пречника дела са навојем, обично имају стриктно дефинисане дозвољене моменте затезања, од којих су многи, као што је већ поменуто, дати у спецификацијама на почетку сваке Поглавље. Стриктно се придржавајте препорука датих за моменте затезања причвршћивача који се користе на возилу. За затезање причвршћивача који нису наведени у спецификацијама, користите табелу обртног момента испод. Вредности дате у табели су засноване на причвршћивачима класе чврстоће 2 и 3 (Причвршћивачи вишег квалитета омогућавају више затезања), поред тога, подразумева се да затезање суве (са неподмазаним навојем) причвршћивачи од челика или ливеног (не алуминијум) детаљ.
Метричке величине навоја
| М6 | 9 - 12 Нм |
| М8 | 19 - 28 Нм |
| М10 | 38 - 54 Нм |
| М12 | 68 - 96 Нм |
| М14 | 109 - 154 Нм |
Величине навоја цеви
| 1/8 | 7 -10 Нм |
| 1/4 | 17 - 24 Нм |
| 3/8 | 30 - 44 Нм |
| 1/2 | 34 - 47 Нм |
Америчке стандардне величине навоја
| 1/4 - 20 | 9 - 12 Нм |
| 5/16 - 18 | 17 - 24 Нм |
| 5/16 - 24 | 19 - 27 Нм |
| 3/8 - 16 | 30 - 43 Нм |
| 3/8 - 24 | 37 - 51 Нм |
| 7/16 - 24 | 55 - 74 Нм |
| 7/16 - 20 | 55 - 81 Нм |
| 1/2 - 13 | 75 - 108 Нм |
Причвршћивачи који се налазе по ободу било ког дела (као што су вијци главе цилиндра, уљно корито и разни поклопци), да би се избегла деформација дела, мора се дати и затегнути по строго дефинисаном редоследу. Поступак затезања и увлачења таквих причвршћивача је дат у одговарајућим поглављима Водича. Осим ако није наведена посебна процедура, треба следити следећу процедуру да би се избегло изобличење компоненте. У првој фази, сви завртњи или матице морају бити затегнути прстима. Даље, сваки од њих заузврат мора бити затегнут за још један пуни окрет, а прелазак са једног вијка / матице на други мора се извршити дијагоналним редоследом (цик-цак). Затим, враћајући се на први вијак / матицу, поновите поступак истим редоследом, затегните причвршћиваче још пола окрета. Наставите на исти начин, затежући сваки вијак/матицу овог пута за четвртину окрета док се сви не стегну. Приликом поклањања затварача, такође треба да следите описани поступак, али обрнутим редоследом.
Демонтажа компоненти
Демонтажа свих компоненти мора бити изведена тако да се током монтаже сваки део може поставити на своје оригинално место и на исправан начин. Запамтите карактеристичне карактеристике изгледа, ако је потребно, направите ознаку слетања делова који се могу поставити на место на двосмислен начин (такви елементи укључују, на пример, потисну подлошку опремљену жлебом на осовини). Добро је да уклоњене делове распоредите на чисту радну површину редоследом којим су уклоњени. Такође ће бити корисно направити једноставне шематске скице или снимити корак по корак фотографије компоненте коју треба демонтирати.
Када уклањате причвршћивач, покушајте да означите његов првобитни положај на склопу. Често се враћањем причвршћивача и подложака одмах након уклањања одговарајућег дела избегава забуна током монтаже. Ако то није могуће, све причвршћиваче треба ставити у кутију која је посебно припремљена за ову сврху, подељена на делове и означена у складу са тим, или једноставно у одвојене означене кутије. Овакав начин деловања је посебно користан када се ради о компонентама које се састоје од много малих делова, као што су карбуратор, алтернатор, склоп вентила, инструмент табла или елементи облоге.
Приликом одвајања електричних контаката и конектора треба обратити пажњу на обележавање жица или свежња помоћу изолационе траке са нумеричким или словним кодом нанетим на њега.
Заптивне површине
На свим возилима, заптивке се користе за заптивање спојева спојних површина два или више делова и служе за спречавање цурења уља и течности и одржавање високог притиска или вакуума унутар склопа.
Често су ове заптивке премазане течном или пастом за заптивање пре уградње. Често, под утицајем времена, температуре или притиска, површине које се спајају се "лепе" једна за другу тако снажно да одвајање делова постаје тежак задатак. У многим случајевима, демонтажа оваквих склопова се помаже тако што се чекићем са меким чекићем удари споља дуж периметра споја. У ту сврху можете користити и обичан чекић, ударајући кроз дрвени или пластични одстојник. Ливена кућишта и ломљиве компоненте не би требало да се пипају. Када дође до оваквог проблема, увек прво проверите да ли су сви причвршћивачи уклоњени.
Избегавајте да користите шрафцигер или шипку за одвајање делова тако што ћете их убацити између површина које се спајају, јер се заптивне површине лако могу оштетити, што може изазвати цурење у будућности. Ако је немогуће избећи подизање "лепљивих" монтажних елемената, за ту сврху користите оловку са старе ознаке, али запамтите да се након тога сви настали струготи морају пажљиво уклонити са спојних површина и са унутрашње стране скупштина.
Након одвајања делова, њихове површине за спајање морају се пажљиво очистити, састругајући трагове старог материјала заптивке. Очврсли фрагменти старе заптивке могу се претходно омекшати помоћу претварача рђе или специјалног хемијског састава, а затим уклонити са површине за спајање стругачем. У овом случају, као стругач може се користити комад бакарне цеви са спљоштеним и зашиљеним крајем. Препоручује се употреба бакарних цеви за ову сврху, јер је бакар обично мекши од материјала који се користе у аутомобилу, што смањује ризик од оштећења површине за спајање. Неке заптивке се могу лако уклонити бакарном четком, међутим, без обзира на метод који се користи, површине за спајање треба да буду потпуно чисте и глатке. Ако је из било ког разлога површина за спајање изгребана, попуните огреботину заптивачем заптивке пре састављања компоненти. У већини случајева, требало би да користите неочвршћивач (или полуотврдњавање) заптивач.
Савети за уклањање црева
Пажња! Ако је ваше возило опремљено системом за климатизацију, никада не одвајајте црева са компоненти клима уређаја све док систем не испразни АУДИ дилер или специјалиста за климатизацију у ауто сервису.
Мере предострожности које треба поштовати приликом уклањања црева су веома сличне онима при уклањању заптивки. Избегавајте оштећење површина фитинга и цеви на које се постављају црева, јер то може изазвати цурење. Ово се посебно односи на поступак уклањања црева радијатора. Због различитих хемијских реакција, гума црева се "лепи" за спојне површине фитинга и разводних цеви. Да бисте уклонили црево, пре свега, олабавите стезаљку која га причвршћује за прикључак. Затим ухватите црево близу стезаљке клештима са клизним спојем и почните да га ротирате на фитингу / спојној цеви с десна на лево. Наставите са овим поступком док се црево потпуно не ослободи, а затим уклоните црево из прикључка. Мала количина силикона или другог мазива ће олакшати процедуру ако се може убризгати у отвор између прикључка и црева. Да бисте олакшали уградњу црева, подмажите унутрашњу страну црева и спољашњу страну спојнице.
У крајњем случају, или ако је неопходно заменити црево новим, крај црева за уклањање који се ставља на фитинг може се исећи ножем и затим одвојити од површине фитинга. У исто време, покушајте да не оштетите метал фитинга / испод прикључне цеви ножем.
Ако је обујмица црева оштећена, замените је новом. Обујмице са увртањем имају тенденцију да олабаве током времена, па је, без обзира на њихово стање, најбоље да их замените када је потребно