
Преглед
1. Помоћу танког лењира и мерног мерача проверите деформацију горњег дела блока цилиндра (пиринач. 2.50). Истовремено, важно је да се површине темељно очисте од остатака заптивки и других загађивача. Нормална деформација: 0,05 мм. Дозвољена деформација: 0,1 мм.
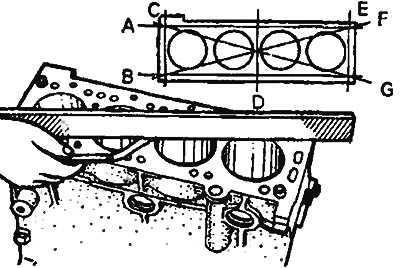
Пиринач - 2,50. Провера деформације блока цилиндра
2. Ако постоји прекомерна деформација, блок цилиндра мора бити брушен у прихватљивим границама или замењен новим. Висина новог блока цилиндара: 255,9-256,1 мм.
3. Проверите да ли зидови цилиндра имају огреботине и неравнине. Ако се пронађу недостаци, блок цилиндра се поправља (полирани до поправке величине) иди да те замене новим.
4. Помоћу мерног мерача измерите унутрашњи пречник цилиндара и њихову цилиндричност (пиринач. 2.51). У случају прекомерног хабања, поправите цилиндре и замените клипове и клипне прстенове новим.
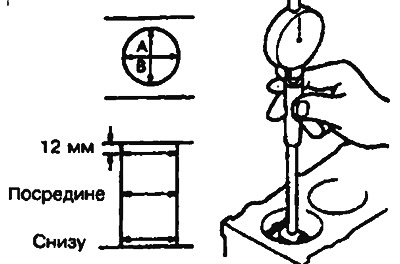
Пиринач. 2.51. Провера пречника цилиндра
Пречник цилиндара:
- Мотор 4Г16: 68,20-68,23 мм.
- Мотор 4Г13, Г13Б: 71,00-71,03 мм.
- Мотор 4Г15, Г15Б: 75,50-75,53 мм.
Репаир
5. Величина поправке коришћених клипова одређује се на основу највећег измереног унутрашњег пречника цилиндра.
Одређивање одговарајуће величине клипа:
| Величина | Преписка |
| 1. величина поправке | 0.25мм |
| 2. величина поправке | 0,50 мм |
| 3. величина поправке | 0,75 мм |
| 4. величина поправке | 1.00 мм |
Пажња! Одговарајућа величина је назначена на круни клипа.
6. Измерите спољашњи пречник коришћеног клипа, односно на позицији А у смеру примењеног притиска (пиринач. 2.52).
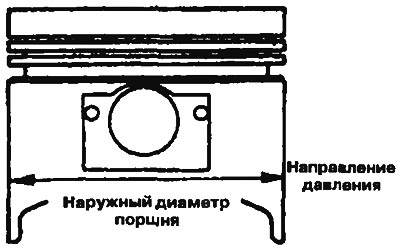
Пиринач. 2.52. Провера пречника клипа
7. На основу измереног спољашњег пречника клипа израчунајте готов пречник. Готов пречник = спољашњи део клипа + зазор између спољашњег дела клипа и цилиндра - 0,02 мм (лаппинг толеранција).
8. Избушите цилиндре до израчунатог пречника.
Пажња! Да бисте избегли савијање услед повећане температуре током поправке цилиндра, цилиндре треба преклапати следећим редоследом: #2, #4, #1 и #3.
9. Скратите на израчунату вредност (спољни пречник клипа + зазор између спољашњег пречника клипа и цилиндра).
10. Проверите зазор између клипа и цилиндра, који треба да буде 0,03-0,05 мм.
Пажња! Када поправљате цилиндре, уверите се да су сви цилиндри избрушени на исту количину. Зато никада не поправљајте само један цилиндар.