
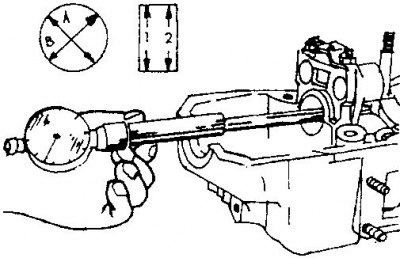
Measuring the bore diameter of the camshaft bearings
Bearing caps must be secured.
Examination
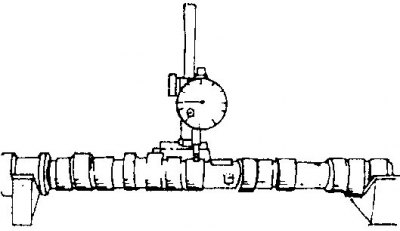
1. Mount the camshaft at lathe centers or insert bearing journals in two prisms and measure the shaft runout at the middle journal.
2. Keep in mind that the indication of the dial indicator for one revolution of the camshaft corresponds to twice the value of the shaft runout. The runout should not exceed 0.02 mm. If this value is exceeded, the camshaft must be replaced.
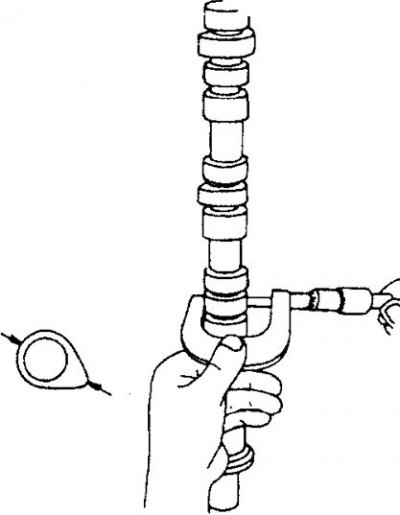
3. Check the cam surfaces on both sides. If no visible wear is found, measure the height of the cams with a vernier caliper and compare the measurement results with the data in the table of adjustments and dimensions.
4. On a diesel engine, the axial play cannot be checked in the usual way, since it is impossible to insert a feeler gauge. The end play on this motor is calculated as follows:
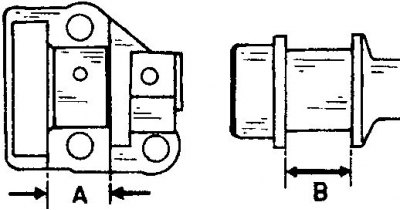
5. Measure the size "A" on the inside of the bearing cap and note the value.
Measure and write down the size "IN", that is, the width of the camshaft bearing journal.
6. Subtract from size "A" size "IN". The difference between these dimensions is the axial play of the camshaft, which should not exceed 0.04 mm. Otherwise, the camshaft or bearing cap must be replaced.
7. Check up degree of wear of basic necks of a camshaft.
8. If the journals are worn, no further work is required. In this case, it is also necessary to check the bearing holes in the cylinder head, which may also be worn out.
9. To determine the backlash of the camshaft bearings, put on the bearing caps in accordance with their numbering and tighten to the prescribed torque. Measure the bearings (see fig. Measuring the bore diameter of the camshaft bearings) in directions "A" And "IN" and in places "1" And "2". Record the measurement results. After that, measure the diameter of the bearing journals with a micrometer. The difference in measurements on a separate bearing is its backlash. Difference between sizes "A" And "IN" is a non-circularity, and the difference between the measurements "1" And "2" gives a taper.
10. Carefully check both toothed belts. Belts with hardened backs or cracked surfaces, broken or cracked teeth must be replaced. Check the teeth of the belt pulleys. If the teeth are damaged, the belt pulleys are replaced, as well as the corresponding toothed belt. The tensioner roller must rotate freely in its mount without jamming.