
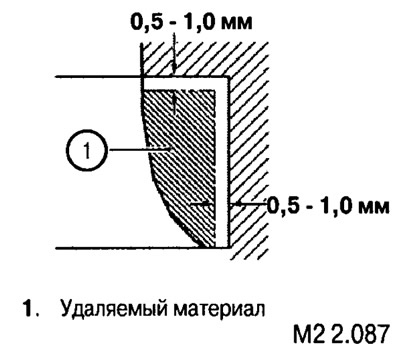
Note: Valve seat replacement must be done using machine tools. Before replacing the seat, check and, if necessary, replace the valve guide.
1. Cut off the inside of the seat on the machine to the dimensions indicated in figure M2 2.087 (to reduce wall thickness), and remove the seat from the head.
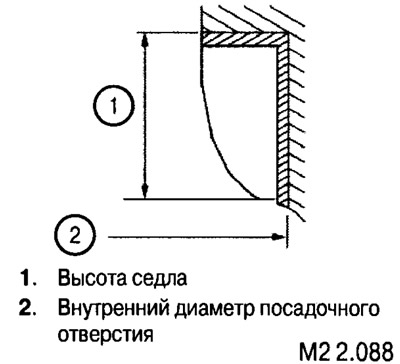
2. Rebore the bore in the head to fit a new oversize seat according to the data given.
Bore diameter:
- intake valve seat:
- 1st repair size (+0,30): 33.300-33.325 mm;
- 2nd repair size (+0,60): 33.600-33.625 mm;
- exhaust valve seat:
- 1st repair size (+0,30): 29.300-29.321 mm;
- 2nd repair size (+0,60): 29.600-29.621 mm.
3. To install an oversize valve seat, heat the cylinder head and cool the valve seat in an accessible manner.
4. After pressing in a new seat, finish the working surfaces as described above in paragraph «Restoration of the geometric characteristics of the valve seat».