Examination
1. Install the valve. Press the valve stem against the seat and measure the distance from the end of the stem to the working surface of the valve spring seat (pic. 3.49). If the value is greater than the allowable value, replace the valve seat.
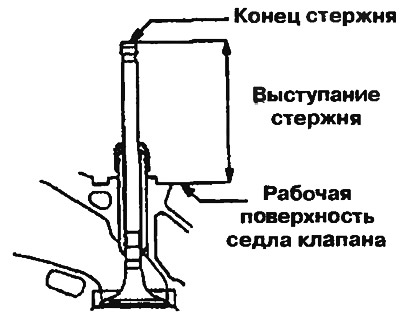
Pic. 3.49. Valve seat check
| Options | Nominal value, mm | Limit value, mm | |
| SOHC 12V | Inlet valve | 43.70 | 44.20 |
| Exhaust valve | 43.30 | 43.80 | |
| SOHC 16V | Inlet valve | 53.21 | 53.71 |
| Exhaust valve | 54.10 | 54.60 | |
| DOHC | Inlet valve | 48.80 | 49.30 |
| Exhaust valve | 48.70 | 49.20 | |
Treatment
2. Before machining the valve seat, check the clearance between the valve stem guide bush and the valve. Replace the valve stem guide if necessary.
3. Using a suitable tool or cutter, machine the valve seat to the desired valve seat width and angle (pic. 3.50).
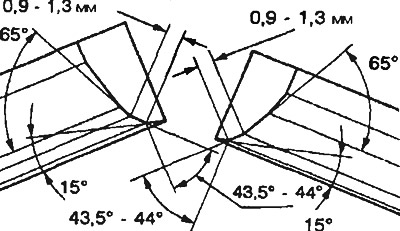
Pic. 3.50. Valve seat angles
4. After processing, lap the valve and valve seat with special lapping paste. Then check the protrusion of the valve stem.
Replacement
5. If the valve seat is being removed, pre-mill the inside of the seat with a burr to make it easier to remove. The valve seat can then be replaced with a new one (pic. 3.51).
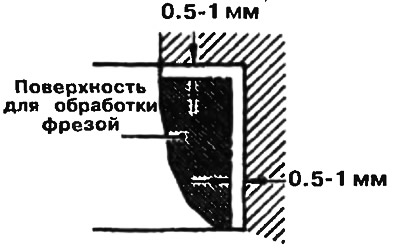
Pic. 3.51. To ease the removal of the saddle, first grind it with a cutter
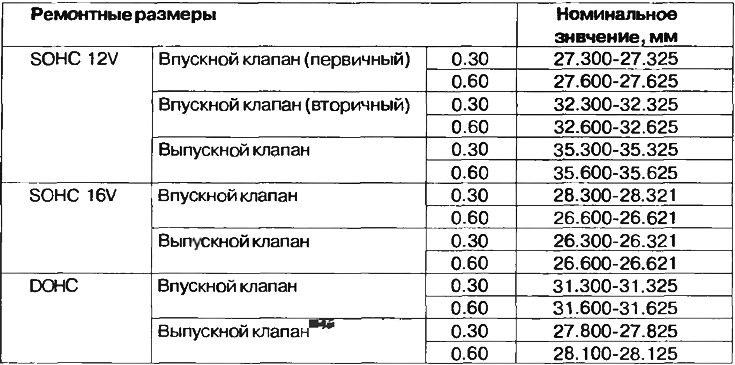
6. Drill an oversize hole for the valve seat in the cylinder head at the outer diameter of the valve seat. Valve seat repair dimensions are shown in Table 3.6.
7. Before installing the valve seat, either heat the cylinder head to 250°C or cool the valve seat with a coolant spray to prevent deformation of the cylinder head bore.
8. Using a valve seat cutter, finish the width of the contact surface and the angle of the chamfer of the valve seat to the required value.
Table 3.6. Valve seat repair values