
1. Впускной клапан и выпускной клапан
Внимание:
- 1. Шлифовка клапана должна быть минимальной.
- 2. Если толщина тарелки клапана после шлифования меньше предельно допустимого значения по техническим условиям, то замените клапан 23 или 24.
- 3. После шлифования притрите клапаны 23, 24 и седел клапанов 27, 28 для обеспечения правильного пятна контакта седла с клапаном.
2. Седло клапана
(1) Используя специальный инструмент (насадная фреза или инструмент для шлифования) обработайте седло клапана 27 чтобы получить угол наклона рабочей фаски, соответствующей техническим требованиям.
(2) Слегка отполируйте рабочую поверхность, используя наждачную бумагу с зернистостью #400 между фрезой и седлом клапана.
(3) Используя специальный инструмент (насадную фрезу с углом 15° или 75°), обработайте клапан 23, 24, чтобы получить ширину контактной поверхности клапана с седлом С, соответствующей техническим условиям.
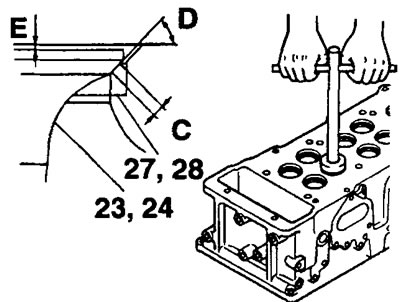
D: Угол наклона рабочей фаски клапана
Номинальное значение: 45°±15’
Внимание:
- 1. Убедитесь, что расстояние Е от тарелки клапана 23 или 24 до нижней плоскости головки цилиндров не превышает предельно допустимое значение в результате механической обработки. Предельно допустимое значение: 0,8 мм.
- 2. После механической обработки, притрите клапаны 24 и седло 27, 28 для обеспечения правильного контакта.
3. Клапан и седло клапана
Притрите клапан и седло клапана следующим образом:
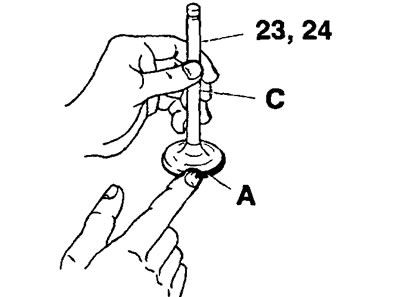
(1) Нанесите тонкий слой притирочной пасты равномерно на посадочную поверхность А седла клапана 27, 28.
Внимание:
- 1. Не допускайте попадания притирочной пасты на стержень С клапана 23, 24.
- 2. Сначала используйте среднезернистую пасту (зернистость 120-150), а затем пасту для тонкой притирки (зернистость свыше 200).
- 3. Для равномерного нанесения притирочной пасты, следует использовать смесь пасты с небольшим количеством моторного масла.
(2) С помощью специального приспособления (Valve Lapper) несколько раз ударом прижмите клапан 23, 24 к седлу 27, 28, понемногу поворачивая клапан.
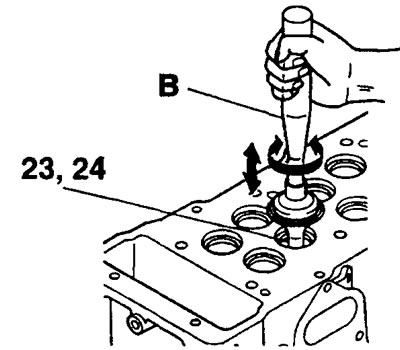
В: Специальное приспособление для притирки клапана (Valve Lapper)
(3) Смойте притирочную пасту керосином.
(4) Нанесите тонкий слой моторного масла на контактную поверхность седла клапана 27, 28 и смажьте специальное приспособление (oil lap).
(5) Проверьте пятно контакта между клапанами 23 и 24 и седлами 27 и 28.
(6) Замените седло клапана 27, 28 в случае необходимости.