
Папярэджанне. Пры абслугоўванні дыскавых тармазоў неабходна надаваць адмысловую ўвагу выкананню прад'яўляюцца да дыскавых тормазаў тэхнічных патрабаванняў, якія забяспечваюць нармальную працу дыскавых тармазоў.
Перад аднаўленчымі аперацыямі па механічнай апрацоўцы ці шліфоўцы тармазной кружэлкі неабходна праверыць наступныя параметры, прыведзеныя ў табліцы.
Табліца праверкі параметраў тармазной кружэлкі перад яго аднаўленнем
Праверка таўшчыні тармазной кружэлкі
1. Мікраметрам вымерайце таўшчыню тармазной кружэлкі ў васьмі кропках Прыблізна праз кожныя 45°на адлегласці 10 мм ад вонкавага боку кружэлкі (мал. 15.22).
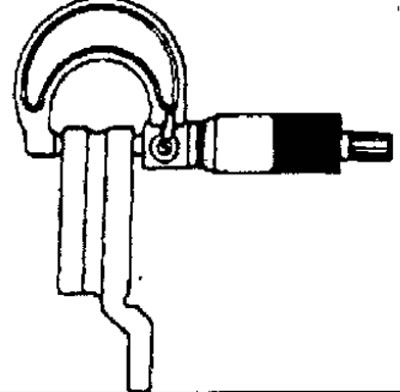
Мал. 15.22. Выкарыстанне мікра метра для вымярэння таўшчыні тармазной кружэлкі
Розніца таўшчыні кружэлкі паміж любымі вымеранымі кропкамі не павінна перавышаць 0,015 мм.
Таўшчыня тармазной кружэлкі:
- намінальная: 24,0 мм;
- мінімальна дапушчальная: 22,4 мм.
2. Тармазная кружэлка падлягае замене, калі яго таўшчыня стала менш мінімальна дапушчальнай. Калі розніца таўшчыні дыска перавышае дапушчальнае значэнне, заменіце дыск або пратачыце яго на спецыяльным такарным станку.
Праверка біцця тармазной кружэлкі
1. Вывярніце два ніта мацавання суппорта, падніміце суппорт і дротам замацуеце яго на стойцы перадпакоя падвескі (мал. 15.23).
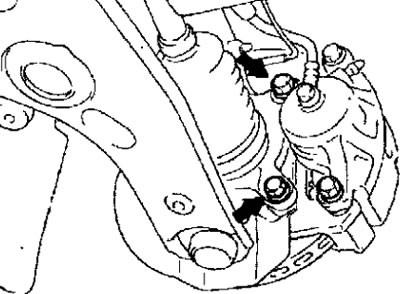
Мал. 15.23. Размяшчэнне нітаў мацавання суппорта пярэдняга тормазу
2. Павольна паварочваючы тармазную кружэлку, візуальна праверце яго стан; з двух бакоў. Знос тармазной кружэлкі; ад калодак павінен знаходзіцца ў дапушчальных межах. Калі ёсць трэшчыны на дыску, дыск падлягае замене.
Перад апрацоўкай тармазной кружэлкі праверце яго стан.
3. Індыкатарам стрелочного тыпу праверце біццё тармазной кружэлкі. Індыкатар замацуеце ў любым зручным месцы і, пракручваючы тармазную кружэлку, вызначыце яго біццё на адлегласці 5 мм ад вонкавага боку (мал. 15.24). Перад праверкай біцця тармазной кружэлкі пераканайцеся, што падшыпнік калодкі знаходзіцца ў добрым стане.
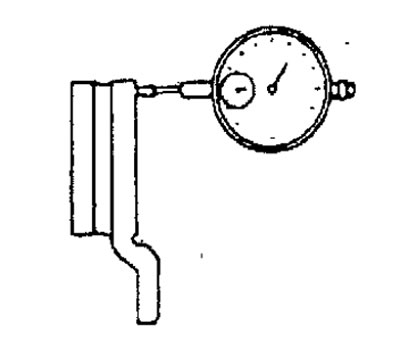
Мал. 15.24. Праверка біцця тармазной кружэлкі
Лімітава дапушчальнае біццё тармазной кружэлкі: 0,06 мм
Заўвага. Для мацавання тармазной кружэлкі да ступіцы зацягніце гайкі мацавання кола.
Карэкцыя біцця тармазной кружэлкі
1. Калі біццё тармазной кружэлкі адпавядае лімітаваму значэнню ці перавышае яго, неабходна змяніць узаемнае размяшчэнне кружэлкі і калодкі і затым ізноў вымераць біццё.
(1) Перад здыманнем тармазной кружэлкі ў кропцы максімальнага біцця мелам i вырабіце пазнакі па абодва бакі шпількі мацавання кола (мал. 15.25).
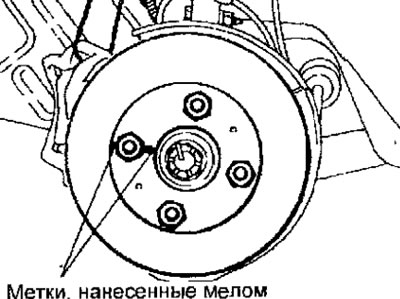
Мал. 15.25. Месца нанясення пазнак у кропцы максімальнага біцця тармазной кружэлкі
(2) Зніміце тармазную кружэлку і ўсталюеце індыкатар стрелочного тыпу так, як паказана на малюнку 15.26. Перарухаючы ступицу ў восевым кірунку, вымерайце восевай люфт у падшыпніку ступицы. Калі восевы люфт роўны ці больш лімітавага значэння, то зніміце ступіцу і праверце паваротны кулак і ступіцу.
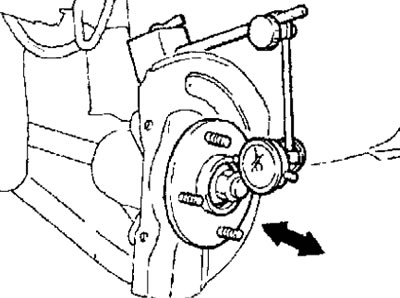
Мал. 15.26. Усталёўка індыкатара стрелочного тыпу для вымярэння восевага люфту ў падшыпніку калодкі
Лімітава дапушчальны восевы люфт: 0,05 мм
(3) Калі восевы люфт у падшыпніку калодкі не перавышае лімітавага значэння, звярніце тармазную кружэлку на 180°у адносінах да лініі, нанесенай мелам, усталюеце яго на калодку і ізноў паўторыце вымярэнне біцця тармазной кружэлкі (мал. 15.27).
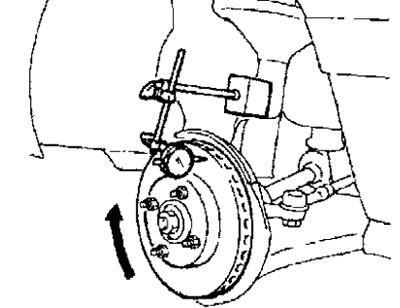
Мал. 15.27. Праверка біцця тармазной кружэлкі
2. Калі праведзеныя аперацыі не ўхілілі падвышанае біццё кружэлкі, заменіце тармазную кружэлку або апрацуйце яго на адмысловым такарным станку.
Заўвага. Пры неабходнасці замены тармазной кружэлкі таксама неабходна замяніць і другая тармазная кружэлка для забеспячэння раўнамернасці тармажэння. Пры замене тармазных кружэлак таксама неабходна замяніць тармазныя калодкі.