
Разборка
Увага: раскладзеце знятыя дэталі ў адпаведнасці з нумарам цыліндру і впускным / выпускным клапанамі, каб не пераблытаць іх пры зборцы.
Зняцце дэталей ажыццяўляецца ў парадку нумароў, указаным на адпаведным малюнку.
Пры зняцці дэталяў звернеце ўвагу на наступныя аперацыі:
1. Зняцце клапанаў.
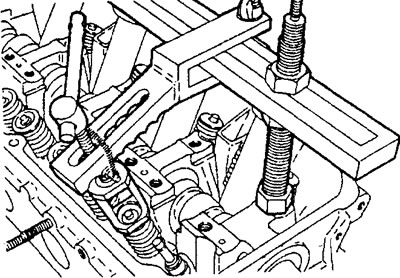
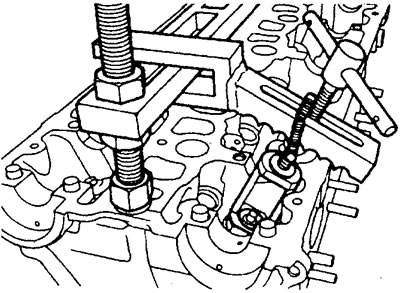
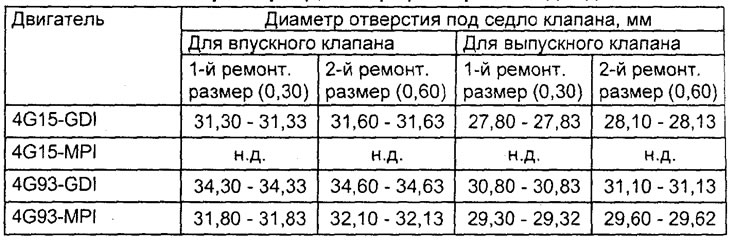
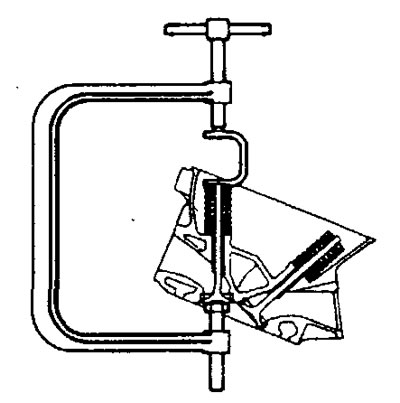
а) З дапамогай спецыяльнага здымніка сцісніце спружыну клапана і выміце сухары.
б) Асцярожна дэмантуйце здымнік. Зніміце талерку спружыны, спружыну і яе сядло. Выміце клапан.
Заўвага: захоўвайце дэталі кожнага з клапанаў асобна.
Рухавік MPI
Рухавік GDI.
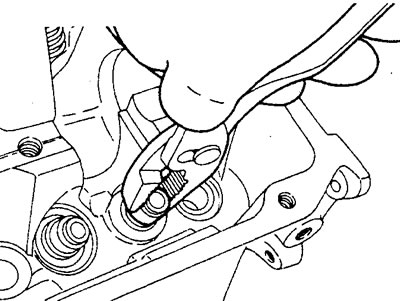
2. Зняцце маслаздымных каўпачкоў клапанаў.
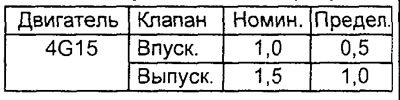
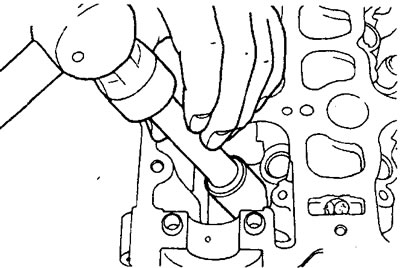
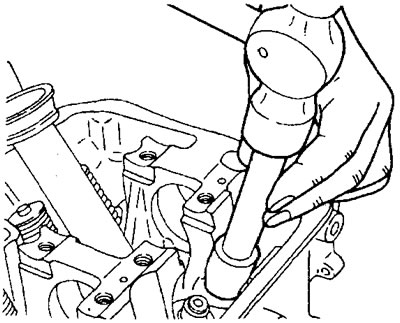
Зніміце маслаздымныя каўпачкі з галоўкі блока цыліндраў з дапамогай спецыяльных пасатыжаў, як паказана на малюнку.
Увага: не дапускаецца паўторнае выкарыстанне маслаздымных каўпачкоў.
Рухавік MPI.
Праверка
Праверка галоўкі блока цыліндраў
1. Перад ачысткай праверце галоўку блока цыліндраў на адсутнасць пашкоджанняў і расколін, уцечак астуджальнай вадкасці і маслы, якія адпрацавалі газаў і паветра.
2. Цалкам выдаліце адклады алею, накіп, рэшткі пракладак, налёт сажы з паверхні галоўкі блока цыліндраў. Пасля ачысткі прадуйце алейныя каналы галоўкі блока цыліндраў сціснутым паветрам.
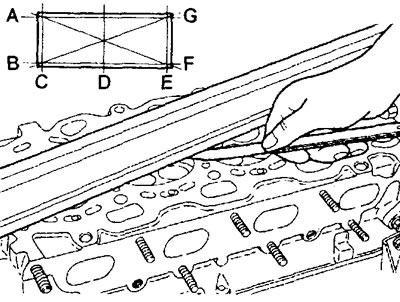
3. Праверка няплоскасцевага прываленай паверхні галоўкі блока цыліндраў.
а) З дапамогай прэцызійнай лінейкі і плоскага маца праверце не-плоскасцевае прывалачнай паверхні галоўкі блока цыліндраў пад пракладку па кірунках ад "А" да "G", паказаным на малюнку.
Ня плоскаснасць (для галоўкі):
- Намінальная - 0,03 мм
- Лімітава дапушчальная - 0,20 мм
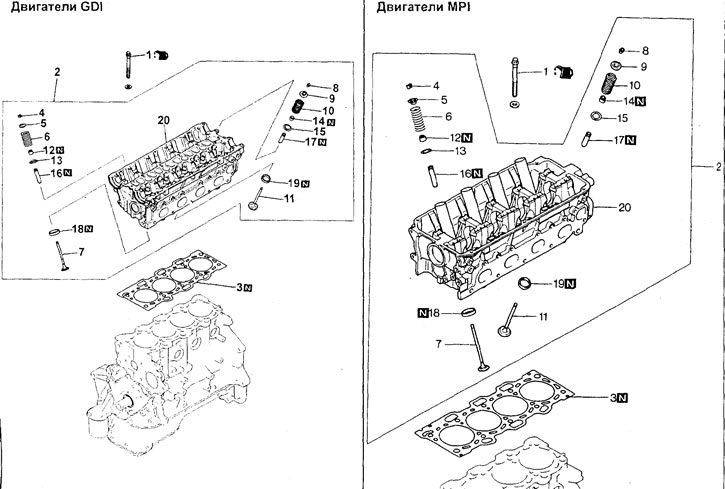
Галоўка блока цыліндраў і клапаны. 1 - ніт мацавання галоўкі блока цыліндраў, 2 - галоўка блока цыліндраў у зборы, 3 - пракладка галоўкі блока цыліндраў, 4 - сухары, 5 - талерка спружыны клапана, 6 - спружына клапана, 7 - впускной клапан, 8 - сухары, 9 - талерка спружыны клапана, 10 - спружына клапана, 11 - выпускны клапан, 12 - маслосъемный каўпачок, 13 - сядло спружыны клапана, 14 - маслосъемный каўпачок, 15 - сядло спружыны клапана, 16 - накіроўвалая ўтулка впускного накіроўвалая ўтулка выпускнога клапана, 18 - сядло впускнога клапана, 19 - сядло выпускнога клапана, 20 - галоўка блока цыліндраў.
б) Калі няплоскаснасць перавышае лімітава дапушчальнае значэнне, то адшліфуйце паверхні галоўкі блока цыліндраў і блока цыліндраў.
Намінальная вышыня (новай) галоўкі блока цыліндраў (+0,1 мм):
- Рухавік GDI - 132,0 мм
- Рухавік MPI - 120,0 мм
- Лімітава дапушчальная глыбіня шліфавання - 0,20 мм
Увага: агульная таўшчыня які здымаецца металу з привалочных паверхняў галоўкі блока цыліндраў і блока цыліндраў не павінна перавышаць у суме 0,20 мм.
в) З дапамогай прэцызійнай лінейкі і плоскага маца праверце няплоскаснасць привалочной паверхні галоўкі блока цыліндраў пад пракладку са боку впускного і выпускнога калектараў.
Неплоскасныя (для калектараў):
- Намінальнае значэнне не больш за - 0,15 мм
- Лімітава дапушчальнае значэнне - 0,20 мм
г) Калі няплоскаснасць перавышае лімітава дапушчальнае значэнне, то адшліфуйце прывалачную паверхню галоўкі блока цыліндраў са боку калектара.
4. Агледзьце ўнутраныя паверхні пад падшыпнікі размеркавальнага вала, праверце адсутнасць задиров і іншых пашкоджанняў. Пры наяўнасці пашкоджанні заменіце галоўку блока цыліндраў.
Праверка клапана і сядла клапана
1. Клапан неабходна замяніць, калі стрыжань клапана зношаны (грэбневы знос) або пашкоджаны, або калі на тарцы стрыжня клапана (месца кантакту тарца з рэгулявальнай шрубай каромысла клапана) утварыліся ўвагнутасці.

2. Праверце правільнасць плямы кантакту фаскі талеркі клапана з сядлом клапана. Пляма кантакту павінна быць размешчана раўнамерна па цэнтры працоўнай фаскі талеркі клапана. У выпадку няправільнага кантакту клапана з сядлом адшліфуйце фаску талеркі клапана.
Заўвага: перад праверкай плямы кантакту пераканайцеся, што клапан і накіроўвалая ўтулка знаходзяцца ў нармальным стане.
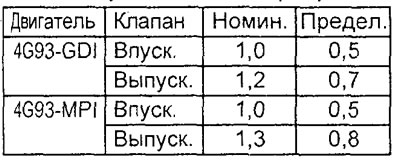
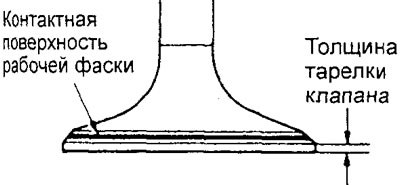
3. Праверце таўшчыню талеркі клапана ў яе цыліндрычнай частцы. Калі таўшчыня талеркі клапана менш лімітава дапушчальнага значэння, то заменіце клапан.
Таўшчыня талеркі клапана (мм):
4. Вымерайце агульную даўжыню клапана. Калі вымераная велічыня выходзіць за дапушчальныя межы (больш 0,5 мм ці меней 0,5 мм ад намінальнага значэння), то заменіце клапан.
Табліца. Агульная даўжыня клапана (мм).

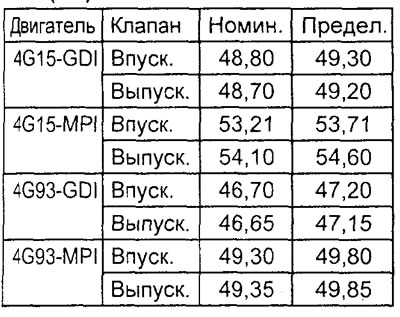
5. Устаўце клапан у накіроўвалую ўтулку ў галоўцы блока цыліндраў і, прыціскаючы яго да сядла, вымерайце выступ стрыжня клапана ад яго тарца да пасадачнай паверхні сядла спружыны клапана. Калі вымераная велічыня перавышае дапушчальнае значэнне, тое заменіце сядло клапана.
Табліца. Выступанне стрыжня клапана (мм).

Праверка спружыны клапана
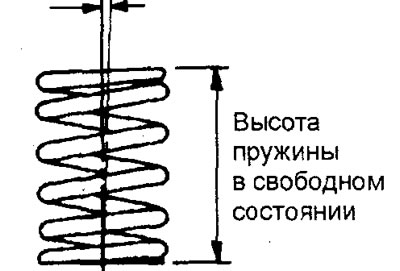
1. Вымерайце вышыню спружыны клапана ў свабодным стане, і калі яна меншая за дапушчальнае значэнне, то заменіце спружыну.
Табліца. Вышыня спружыны клапана.
| Рухавік | Намін. | Мяжа. |
| 4G15-GDI | 49,1 мм | 48,6 мм |
| 4G15-MPI | 50,9 мм | 50,4 мм |
| 4G93-GDI | 44,8 мм | 43,8 мм |
| 4G93-MPI | 50,9 мм | 49,9 мм |
2. Вымерайце адхіленне восі затамкавай спружыны ад перпендыкуляра да апорнай паверхні. Калі адхіленне перавышае гранічна дапушчальную велічыню, то заменіце спружыну.
Адхіленне восі спружыны:
намінальнае - 2°або менш
гранічна дапушчальнае - 4°
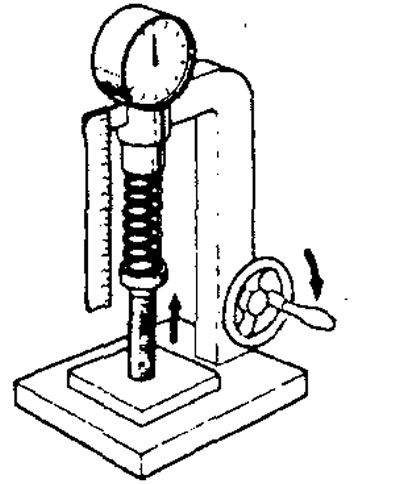
3. Тэстарам для праверкі спружын вымерайце намаганне, неабходнае для сціску спружыны да ўсталявальнай даўжыні. Калі намаганне меншае за гранічна дапушчальнае значэнне, то заменіце спружыну.
Усталявальная даўжыня спружыны (мм) пад названай нагрузкай (Н):

Праверка накіроўвалай утулкі клапана
1. Вымерайце зазор паміж накіроўвалай утулкай клапана і стрыжнем клапана ў некалькіх кропках па даўжыні.

Зазор паміж накіроўвалай утулкай клапана і стрыжнем клапана:
Намінальнае значэнне:
- Впускны - 0,02 - 0,05 мм
Выпускны:
- Рухавік 4G15 - 0,03 - 0,06 мм
- Рухавік 4G93 - 0,05 - 0,09 мм
Лімітава дапушчальнае значэнне:
- Впускны - 0,10 мм
- Выпускны - 0,15 мм
Намінальны дыяметр стрыжня клапана:
- Рухавік 4G15 - 5,5 мм
- Рухавік 4G93 - 6,0 мм
Намінальны ўнутраны дыяметр накіроўвалай утулкі клапана:
- Рухавік 4G15 - 5,52 мм
- Рухавік 4G93 - 6,02 мм
2. Калі велічыня зазору перавышае дапушчальнае значэнне, то заменіце накіроўвалую ўтулку клапана або клапан, або абедзве дэталі.
Рамонт
Аднаўленне сядла клапана
1. Да выканання аперацый па аднаўленні сядла клапана праверце зазор паміж стрыжнем клапана і накіроўвалай утулкай клапана. Калі неабходна, заменіце накіроўвалую ўтулку клапана.
2. З дапамогай адмысловай прылады (насадной фрэзы з кутом нахілу працоўнай фаскі 30°, 45°, 60°ці іншай) апрацуйце сядло клапана, каб атрымаць шырыню кантактнай паверхні і кут нахілу працоўнай фаскі, якія адпавядаюць тэхнічным патрабаванням.
Заўвага: рэкамендуецца правесці аднаўленне геаметрыі сядла клапана на станочным абсталяванні.
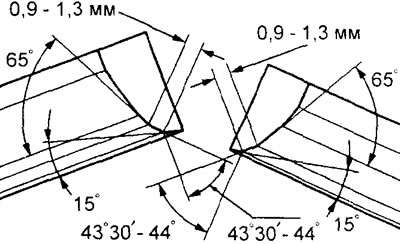
Рухавік 4G93
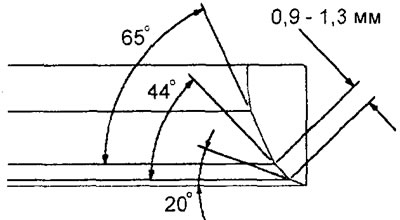
Рухавік 4G15-GDI - сядло впускнога клапана.
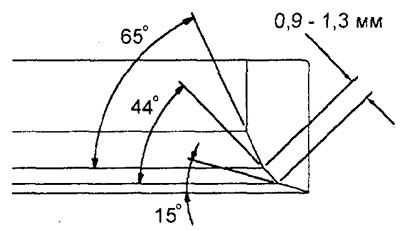
Рухавікі 4G15-GDI - сядло выпускнога клапана.
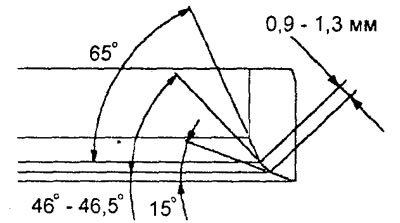
Рухавік 4G15-MPI.
3. Пасля ўзнаўлення формы сядла клапана, клапан і сядло клапана павінны быць прыцёртыя з выкарыстаннем притирочной пасты.
4. Праверце велічыню выступлення стрыжня клапана над паверхняй галоўкі блока цыліндраў (гл. адпаведны пункт у параграфе "Праверка клапана і сядла клапана").
Замена сядла клапана
Заўвага: замена сядла клапана павінна праводзіцца на станочным абсталяванні.
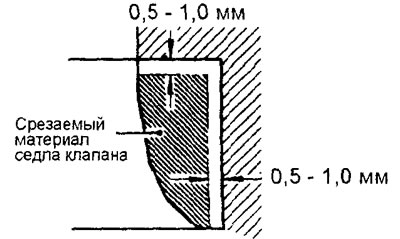
1. Механічна апрацуйце (зрэжце) заменнае сядло клапана знутры для памяншэння таўшчыні яго сценак. Затым выміце сядло клапана.
2. Марнуйце адтуліну ў галоўцы блока цыліндраў для ўсталёўкі сядла клапана павялічанага дыяметра (рамонтнага памеру).
3. Перад усталёўкай сядла клапана або нагрэйце галоўку блока цыліндраў да тэмпературы прыкладна 250°З, або астудзіце сядло клапана ў вадкім азоце для прадухілення механічнага пашкоджання (з'яўленні задиров) адтуліны ў галоўцы блока цыліндраў пры ўсталёўцы сядла.
4. З дапамогай фрэзы для сядла клапана апрацуйце сядло да патрабаванай па тэхнічных умовах шырыні кантактнай паверхні і кута нахілу працоўнай фаскі (глядзіце параграф "Аднаўленне сядла клапана").
Замена накіроўвалай утулкі клапана
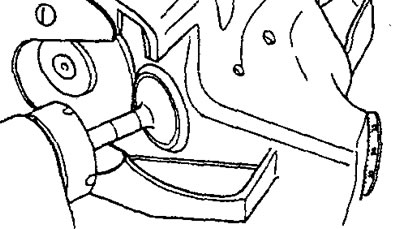
1. З дапамогай адмысловай прылады і прэса выпрасуйце накіравальную ўтулку клапана ў кірунку паверхні пад пракладку галоўкі блока цыліндраў.
2. Марнуйце адтуліну ў галоўцы блока цыліндраў для ўсталёўкі накіроўвалай утулкі клапана павялічанага дыяметра (рамонтнага памеру).
Заўвага: не ўсталёўвайце накіравальную ўтулку клапана зноў таго ж самага дыяметра пасля расточвання адтуліны да рамонтнага памеру.
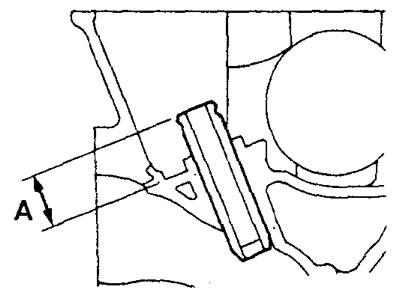
3. Запрасуйце новую накіроўвалую ўтулку клапана са боку верхняй паверхні галоўкі блока цыліндраў так, каб яе выступленне ад тарца да пасадачнай паверхні сядла спружыны клапана было роўна "А" (гл. малюнак).
Намінальнае значэнне "А":
- Рухавікі 4G15 - 23,0 мм
- Рухавік 4G93-GDI - 19,0 мм
- Рухавік 4G93-MPI - 14,0 мм
Заўвага:
- Запрасоўку накіравальных утулак выконвайце са боку верхняй паверхні галоўкі блока цыліндраў (з боку вечка).
- Звярніце ўвагу на розніцу ў даўжыні накіроўвалых утулак:
Рухавікі 4G15:
- для впускнога клапана - 48,0 мм
- для выпускнога клапана - 55,0 мм
Рухавікі 4G93:
- для впускнога клапана - 45,5 мм
- для выпускнога клапана - 50,5 мм
4. Пасля ўстаноўкі накіроўвалай утулкі, падбярыце да яе новы клапан і праверце, што клапан перамяшчаецца свабодна, без заядання і празмернага люфту.
5. Пасля замены накіроўвалай утулкі клапана, праверце пляму кантакту клапана з сядлом. У выпадку няправільнага кантакту адкарэктуйце сядло клапана (прытрыце клапан i сядло клапана).
Выпраўленне клапана
1. Прашліфуйце клапан да ўхілення слядоў нагара і драпін.
2. Пераканайцеся, што вугал нахілу рабочай фаскі адпавядае намінальнаму значэнню.
Увага:
- Шліфоўка клапана павінна быць мінімальнай.
- Калі таўшчыня талеркі клапан: пасля шліфавання менш лімітава дапушчальнага значэння, то заменіце клапан.
- Пасля шліфавання прытрыце клапан і сядло клапана для забеспячэння правільнай плямы кантакту.
Прыцірка клапана да сядла
1. Вырабіце тонкі пласт притирочной пасты раўнамерна на пасадачную паверхню сядла клапана.
Увага:
- Не дапушчайце трапленні притирочной пасты на стрыжань клапана.
- Спачатку выкарыстоўвайце среднезернистую пасту (зярністасць 120 -150), а затым пасту для тонкай прыціркі (крупчастасць звыш 200). - Для раўнамернага нанясення притирочной пасты варта выкарыстоўваць сумесь пасты з невялікай колькасцю маторнага масла.

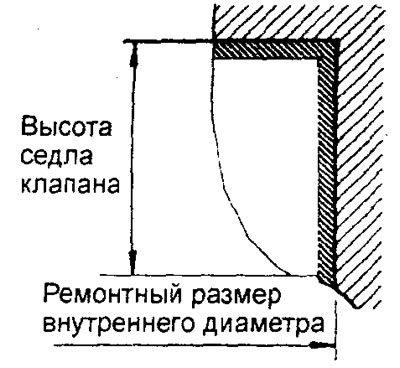
Табліца. Рамонтныя памеры (унутраныя дыяметры) адтулін пад накіроўвалую ўтулку клапана.
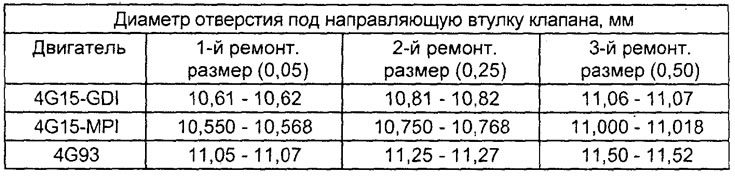
Табліца. Рамонтныя памеры (дыяметры) адтулін пад сёдлы клапанаў.
2. Некалькі разоў ударам прыцісніце клапан да сядла, пакрыху паварочваючы клапан з дапамогай спецыяльнай прынады.

3. Змыйце прыцірочную пасту газай.
4. Вырабіце тонкі пласт маторнага алею на кантактную паверхню сядла клапана.
5. Праверце пляму кантакту клапана з сядлом. Пры неабходнасці адновіце ці заменіце сядло клапана.
Зборка
Устаноўка дэталей ажыццяўляецца ў парадку, адваротным зняццю.
Пры ўсталёўцы дэталяў звернеце ўвагу на наступныя аперацыі.
Нататка: вырабіце маторнае масла на ўсе якія рухаюцца дэталі перад усталёўкай.
1. Устаноўка маслосъемного каўпачка.
а) Усталюйце сядло спружыны клапана.
б) З дапамогай спецыяльнай апраўкі ўсталюеце маслаздымны каўпачок на накіроўвалую ўтулку клапана.
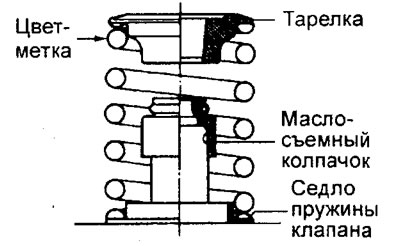
Нататка: для рухавіка 4G15-GDI не пераблытайце месцы ўсталёўкі маслосъемных каўпачкоў впускнога і выпускнога клапанаў, маслосъемные каўпачкі адрозніваюцца па каляровых пазнаках:
Сімвольная пазнака на каўпачку:
- впускнога клапана - не
- выпускнога клапана - SD
Колер корпуса каўпачка:
- впускной клапан - шэры
- выпускны клапан - шэра-зялёны

Увага:
- Няправільная ўстаноўка маслосъемного каўпачка прывядзе да павышанага расходу алею праз накіроўвалую ўтулку клапана.
- Не ўстанаўлівайце маслаздымны каўпачок, які быў у эксплуатацыі.
Рухавік GDI
Рухавік MPI
2. Устаноўка клапана, спружыны клапана і сухароў.
а) Вышмаруйце стрыжань клапана маторным алеем і ўвядзіце яго ў накіроўвалую ўтулку. Праверце свабоду перамяшчэння клапана.
Увага: не прыкладайце намаганні пры праходзе стрыжня клапана праз маслосъемный каўпачок.
б) Устанавіце спружыну клапана на месца так, каб каляровая ідэнтыфікацыйная пазнака была размешчана каля талеркі спружыны (уверсе).
в) Здымнікам сцісніце спружыну і ўсталюеце сухары ў канаўку стрыжня клапана.
Увага: калі спружыну празмерна сціснуць, тое сядло спружыны можа ўперціся ў маслосъемный каўпачок і пашкодзіць яго.
г) Праверце правільнасць усталёўкі сухароў пасля зняцця здымніка.