
Праверка
1. З дапамогай тонкай лінейкі і вымяральнага калібра праверце дэфармацыю верхняй часткі блока цыліндраў (мал. 2.50). Пры гэтым важна, каб паверхні былі старанна ачышчаны ад рэштак пракладкі і іншых забруджванняў. Нармальная дэфармацыя: 0.05 мм. Дапушчальная дэфармацыя: 0.1 мм.
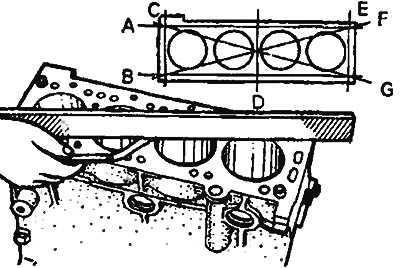
Рыс- 2.50. Праверка дэфармацыі блока цыліндраў
2. Калі маецца залішняя дэфармацыя, блок цыліндраў неабходна адшліфаваць у дапушчальных межах або ж замяніць новым. Вышыня новага блока цыліндраў: 255.9-256.1 мм.
3. Праверце сценкі цыліндраў на адсутнасць драпін і задиров. Пры выяўленні дэфектаў блок цыліндраў рамантуецца (шліфуецца да рамонтнага памеру) ідзі замяняецца новым.
4. З дапамогай вымяральнага калібра вымерайце ўнутраны дыяметр цыліндраў і іх цыліндрычнасць (мал. 2.51). Пры празмерным зносе адрамантуйце цыліндры, а поршні і поршневыя кольцы заменіце новымі.
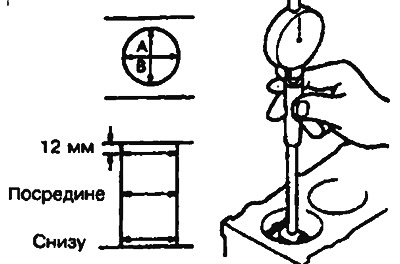
Мал. 2.51. Праверка дыяметра цыліндру
Дыяметры цыліндраў:
- Рухавік 4G16:68.20-68.23 мм.
- Рухавік 4G13, G13B: 71.00-71.03 мм.
- Рухавік 4G15, G15B: 75.50-75.53 мм.
Рамонт
5. Рамонтны памер выкарыстоўваных поршняў вызначаецца на падставе найбольшага вымеранага ўнутранага дыяметра цыліндру.
Вызначэнне адпаведнага памеру поршня:
| Памер | Адпаведнасць |
| 1-ы рамонтны памер | 0.25 мм |
| 2-і рамонтны памер | 0.50 мм |
| 3-ці рамонтны памер | 0.75 мм |
| 4-ы рамонтны памер | 1.00 мм |
Увага! Які адпавядае памер паказаны на дно поршня.
6. Вымерайце вонкавы дыяметр выкарыстоўванага поршня, а менавіта ў становішчы А па кірунку ціску (мал. 2.52).
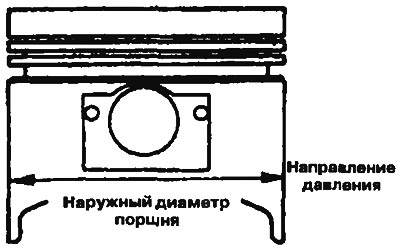
Мал. 2.52. Праверка дыяметра поршня
7. На падставе вымеранага вонкавага дыяметра поршня разлічыце гатовы дыяметр. Гатовы дыяметр = вонкавы дыяметр поршня + зазор паміж вонкавым дыяметрам поршня і цыліндрам - 0.02 мм (притирочный допуск).
8. Марнуйце цыліндры па разлічаным дыяметры.
Увага! Каб пазбегнуць скрыўлення з-за павелічэння тэмпературы пры рамонце цыліндраў, цыліндры павінны прыцірацца ў наступным парадку: №2, №4, №1 і №3.
9. Прытрыце да разлічанай велічыні (вонкавы дыяметр поршня + зазор паміж вонкавым дыяметрам поршня і цыліндрам).
10. Праверце зазор паміж поршнем і цыліндрам, які павінен складаць 0.03-0.05 мм.
Увага! Пры рамонце цыліндраў сачыце за тым, каб усе цыліндры былі прыцёртыя на аднолькавую велічыню. Таму ніколі не рамантуйце толькі адзін цыліндр.