
Примечание: замена седла клапана должна производиться с использованием станочного оборудования. Перед заменой седла проверьте и при необходимости замените направляющую втулку клапана.
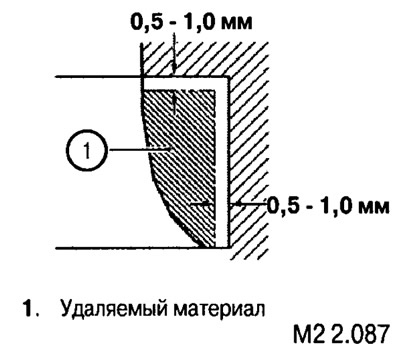
1. Срежьте на станке внутреннюю часть седла до размеров, указанных на рисунке М2 2.087 (для уменьшения толщины стенки), и извлеките седло из головки.
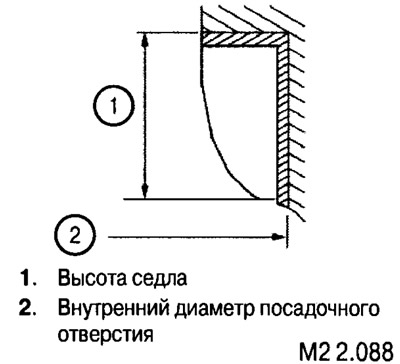
2. Расточите посадочное отверстие в головке для установки нового седла ремонтного размера согласно приведенным данным.
Диаметр посадочного отверстия:
- седло впускного клапана:
- 1- й ремонтный размер (+0,30): 33,300-33,325 мм;
- 2- й ремонтный размер (+0,60): 33,600-33,625 мм;
- седло выпускного клапана:
- 1- й ремонтный размер (+0,30): 29,300-29,321 мм;
- 2- й ремонтный размер (+0,60): 29,600-29,621 мм.
3. Для установки седла клапана ремонтного размера нагрейте ГБЦ и охладите седло клапана доступным способом.
4. После запрессовки нового седла обработайте рабочие поверхности, как описано выше, в пункте «Восстановление геометрических характеристик седла клапана».