
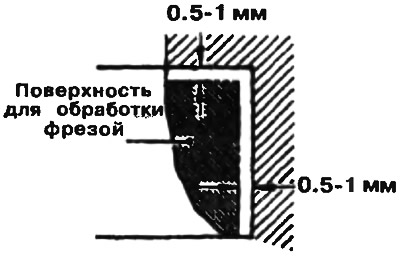
Рис. 4.20. Для облечения снятия седла сначала обработайте его фрезой
2. Рассверлите отверстие под седло клапана в головке блока цилиндров до следующего ремонтного размера (рис. 4.21).

Рис. 4.21. Рассверлите отверстие под седло клапана в головке блоке цилиндров до следующего ремонтного размера
Ремонтный диаметр для седла впускного клапана:
- 0.3 мм:
- SOHC-31.80-31.83 мм
- DOHC - 34.30-34.33 мм
- 0.6 мм:
- SOHC-32.10-32.13 мм
- DOHC - 34.60-34.63 мм
Ремонтный диаметр для седла выпускного клапана:
- 0.3 мм:
- SOHC - 29.30-29.32 мм
- DOHC - 30.80-30 83 мм
- 0.6 мм:
- SOHC - 29.60-29.62 мм
- DOHC-31.10-31.13 мм
3. Перед установкой седла клапана разогрейте головку блока цилиндров до 250° или охладите седло клапана в жидком азоте, чтобы избежать деформации отверстия в головке блока цилиндров.
4. Седло клапана обработайте до необходимых размеров, а именно требуемых углов и ширины.
5. Прежде чем начать перешлифовку седла клапана, проверьте зазор между направляющей втулкой клапана и клапаном. Если необходимо, замените направляющую втулку или клапан.
6. Используйте специальный инструмент или фрезу для обработки седла клапана, чтобы величины углов и ширина седла клапана соответствовали заданным размерам. Углы седла клапана представлены на рис. 4.22.
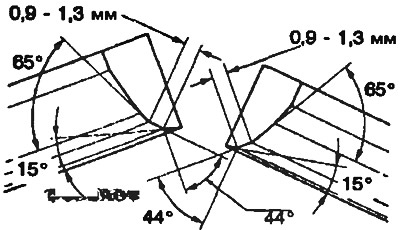
Рис. 4.22. Углы седла клапана
7. После обработки седла клапана смажьте клапан и седло клапана пастой для шлифовки. Затем проверьте высоту выступания стержня клапана.