Проверка
1. Установите клапан. Прижмите стержень клапана к седлу и измерьте расстояние от конца стержня до рабочей поверхности седла пружины клапана (рис. 3.49). Если величина больше допустимой, замените седло клапана.
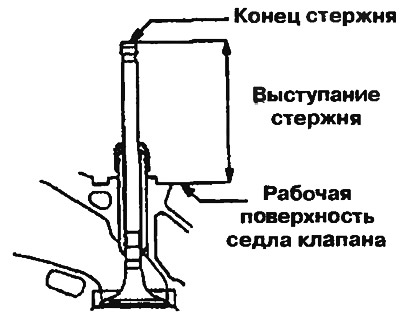
Рис. 3.49. Проверка седла клапана
| Параметры | Номинальное значение, мм | Предельное значение, мм | |
| SOHC 12V | Впускной клапан | 43.70 | 44.20 |
| Выпускной клапан | 43.30 | 43.80 | |
| SOHC 16V | Впускной клапан | 53.21 | 53.71 |
| Выпускной клапан | 54.10 | 54.60 | |
| DOHC | Впускной клапан | 48.80 | 49.30 |
| Выпускной клапан | 48.70 | 49.20 | |
Обработка
2. Перед обработкой седла клапана, проверьте зазор между направляющей втулкой стержня клапана и клапаном. При необходимости замените направляющую стержня клапана.
3. С помощью подходящего инструмента или фрезы обработайте седло клапана до получения требуемой ширины и угла седла клапана (рис. 3.50).
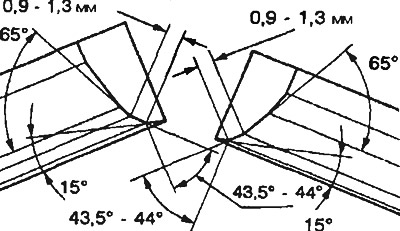
Рис. 3.50. Углы седла клапана
4. После обработки притрите специальной притирочной пастой клапан и седло клапана. Затем проверьте выступание стержня клапана.
Замене
5. Если седло клапана снимается, предварительно обработайте внутреннюю сторону седла фрезой, чтобы облегчить ее снятие. После этого седло клапана можно заменить новым (рис. 3.51).
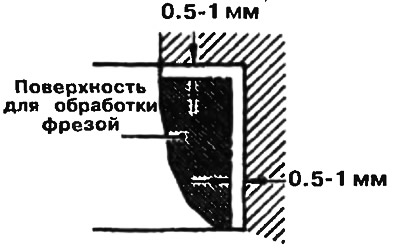
Рис. 3.51. Для облечения снятия седла сначала обработайте его фрезой
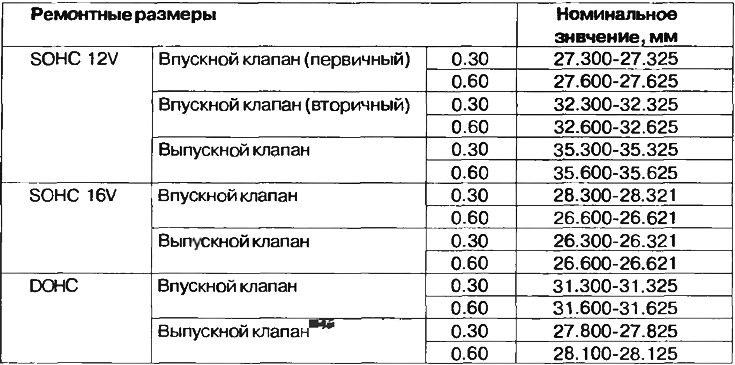
6. Просверлите отверстие ремонтного размера для седла клапана в головке блока цилиндров на внешнем диаметре седла клапана. Значения ремонтных размеров седел клапанов приведены в таблице 3.6.
7. Прежде чем устанавливать седло клапана, либо нагрейте головку блока цилиндров до 250°C, либо охладите седло клапана охлаждающим спреем во избежание деформации отверстия в головке блока цилиндров.
8. Используя фрезу для обработки седла клапана, доведите ширину рабочей поверхности контакта и угол фаски седла клапана до требуемой величины.
Таблица 3.6. Значения ремонтных размеров седел клапанов